Paso 3: Elegir una estrategia de impresión 3D





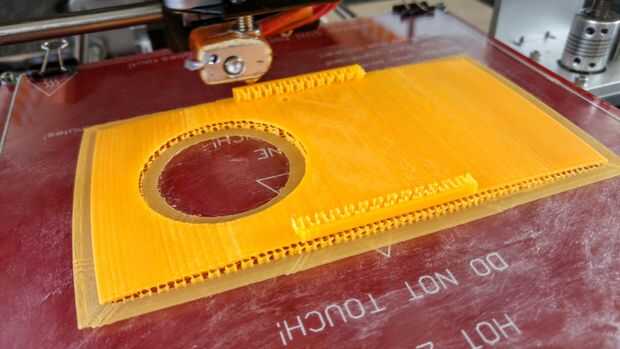

Como se puede ver en la toma de video que se muestra en el paso de la introducción las partes superior e inferior de la cubierta son gruesos y flexibles. Esto es esencial para adaptarse bien a los smartphone dando el soporte necesario para absorber lo más posible eventualmente los choques.
En este caso es muy importante elegir la estrategia correcta de impresión teniendo en cuenta los puntos que se detallan a continuación.
Evitar arañazos pantalla
Para imprimir las partes de la dos cubierta deberemos configurar un soporte durante la impresión; también en el caso de eliminar con gran precisión (se recomienda enfáticamente) soporte lado permanecen menos refinado que el lado opuesto. Por esta razón la parte superior debe imprimirse con el lado superior (el lado que sea visible para el usuario) en la parte superior área de impresión.
Viceversa la parte inferior debe imprimirse girado para que el lado interno (la parte en contacto con el smartphone pantalla táctil) es la más refinada.
Cuando finaliza la impresión 3D, después de quitar todo residuo de apoyo y refinar la superficie con papel de lija extra fino este lado quedan siempre un poco áspero. Lo mismo para la parte superior.
Siguiendo este método las dos partes ásperas son los lados internos de la cubierta y son perfectas para encolar.
PLA no es como el metal y también cuando Deslice la cubierta sobre el smartphone no hay riesgo de rayar la pantalla táctil.
Elegir los parámetros de impresión correctos
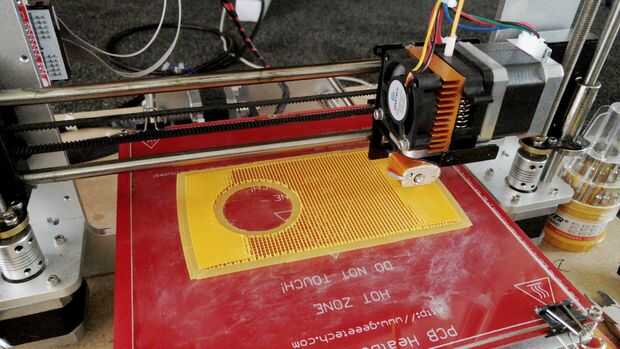
Los dos ejemplos que se muestra en las imágenes de este instructable ha sido creado con una boquilla de 0,4 mm (el modelo morado "B") y una boquilla de 0,3 mm (el modelo naranja "A"). Como se puede ver las diferencias son muy pocas; de hecho este no es el factor más importante: debemos considerar en cambio que el espesor final de cada parte es sólo de 1mm de espesor. Para conceder una muy buena flexibilidad y evitar el riesgo de capa de separación después de algunos experimentos de la mejor solución era establecer un espesor de una sola capa de 0,1 (el más pequeño disponible en la impresora 3D). Con este espesor de la capa también 1 mm de material impreso está construido de 10 rebanadas diferentes otorgando una buena adherencia y flexibilidad.
Otro factor importante que contribuye a alcanzar un buen resultado es la factor de llenado. No debemos estar preocupados pasar más tiempo durante el proceso de impresión, pero en casos como este es necesario para ajustar la máquina de cortar a 100% relleno: material sólido de.
Otros factores concurrentes
Como veis el paso impresión no es el único importante fase del desarrollo todo proyecto; la adopción de las soluciones descritas implica para hacer las decisiones correctas también en las fases de diseño.
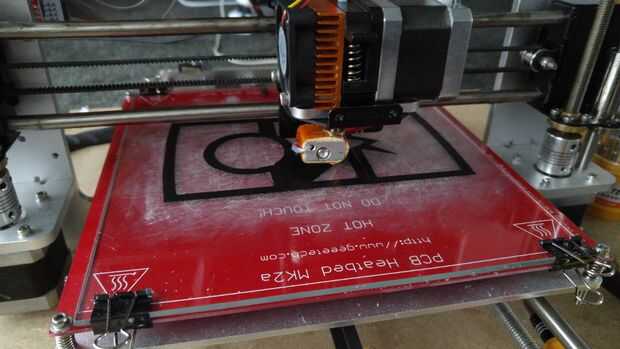
Como estamos impresión con un factor de relleno de 100% no necesita demasiado cuidado para imprimir muy lento: es es importante utilizar un conjunto de parámetros diferenciados manteniendo las fronteras impresión al menos un 30% más lento que los componentes internos. La velocidad de referencia que he adoptado con mi impresora es variable entre 45 y 70 mm/min. Es importante mantener la correcta diferencia entre fronteras y el relleno interno, mientras que la velocidad de impresión efectiva depende del modelo de impresora 3D que tienes.
A y B: dos modelos, tanto de trabajo
Yo he experimentado dos soluciones posibles de la Asamblea. El primer modelo A (uno amarillo) está montado con algunos del cianocrilato pegamento sólo en los dos lados más cortos. Manténgalos pulsados durante aproximadamente media hora y es muy difícil que se rompan durante el uso.
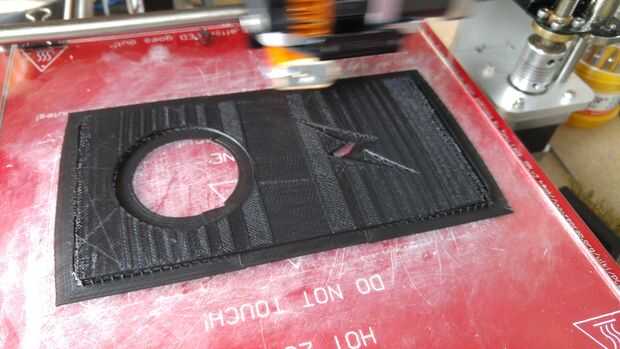
La segunda solución en cambio, el modelo B (la púrpura) tiene cuatro clavijas, que - siempre añadiendo una gota de pegamento de cianocrilato a su alrededor antes de cerrar los dos lados - que añaden un toque de color y ayuda a posicionar perfectamente las dos partes de las cubiertas durante el montaje.
Eso es todo amigos!













