Paso 3: Diseñar e imprimir el Lenscap
El diseño 3D imprimible está en Thingiverse: lo 414556.
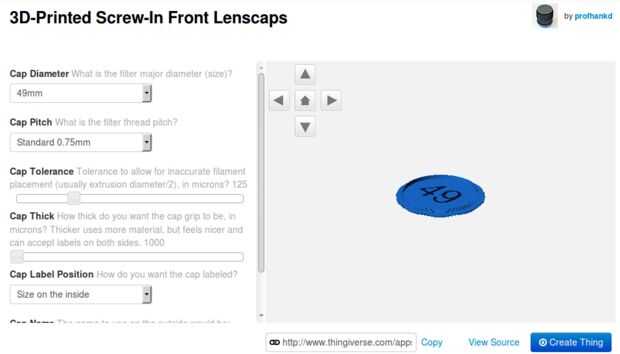
En realidad, es un programa de OpenSCAD que le permite utilizar el personalizador para especificar los parámetros:
- Diámetro de tapa: un menú pull-down de los tamaños estándar, seleccione la que necesita
- Gorra echada: un menú pull-down de común inclinación, aunque la mayoría son 0,75 mm
- Tapa de tolerancia: un control deslizante para establecer la tolerancia (espacio vacío) para el hilo; 0 generalmente resultarán en un subproceso que es difícil de tornillo-en la lente, y es fácil de hacer las cosas demasiado flojo, pero de 1/2 que el espesor del plástico extruido es probablemente sobre derecho (125 micras para la extrusión de 0.25mm)
- Casquillo grueso: un espesor de 1000 micras (1mm) funciona bien para la parte de agarre de la PAC, pero más grueso se siente mejor, es más rígido y permitirá etiquetado ser conjunto-en el frente y la parte posterior de la tapa
- Posición de la etiqueta de la tapa: Me gusta el tamaño marcado en el interior, pero usted tiene varias opciones
- Tapa de nombre: Si ha seleccionado "tanto" para la posición de la etiqueta, el interior de la tapa se marcará con el tamaño de la lenscap y el exterior estará marcado con el nombre que le da aquí--texto se escala para ajustarse, pero tendrás un lío ilegible Si utilizas demasiados caracteres
Dile el Customizer lo que quiere y tiene que el archivo STL para imprimir... o descargar el archivo OpenSCAD, editarlo para establecer parámetros y hacer la STL localmente. Las etiquetas se hacen usando la biblioteca Write.scad , así que si estás haciendo STLs localmente, debe también tener una copia de la.
Aunque necesita alta precisión para un buen ajuste, la STL debería ser un fácil imprimir en una impresora 3D bien calibrada de nivel de consumidor en la orientación por defecto (exterior abajo). Hay realmente un pequeño truco aquí: tales roscas métricas de paso fino normalmente sería prácticamente no imprimibles, por lo que utiliza un perfil de rosca métrica compatible que evita el ángulo de proyección de caída del filamento (nunca supera una pendiente de 45 grados). El hilo resultante no tiene la rosca para filtros del objetivo, así como un hilo de rosca métrico real, pero es más que suficiente sostener la tapa en su lugar. Una impresora bien calibrada no debe tener problemas al imprimir un montón de los casquillos plateados juntos.
Usé el Cura para rebanar, con extrusión de relleno y 0.25mm de 25%. Hasta alrededor del 40% es razonable, pero más densa llenado realmente no tiene una parte más fuerte--principalmente hace deformaciones durante el enfriamiento es mucho más probable que. Un lenscap de 55mm toma cerca de 4 gramos de PLA e impresiones en menos de 10 minutos. Mi MakerGear M2 puede escupir hacia fuera en cerca de la mitad de ese tiempo. Generalmente recomiendo imprimir en una cama de vidrio calentado alrededor de 70C para PLA y T-Glase, y este dar ayuda a lo que será la parte delantera exterior de la tapa de un acabado vidrioso liso que puede resistir el medio ambiente un pelín mejor que termina la ligeramente áspera le enfría de impresión en cinta azul.













