Paso 3: Primeras pruebas

PRUEBA UNO:
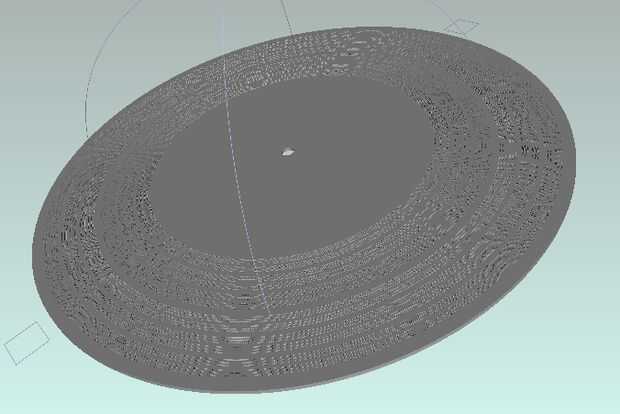
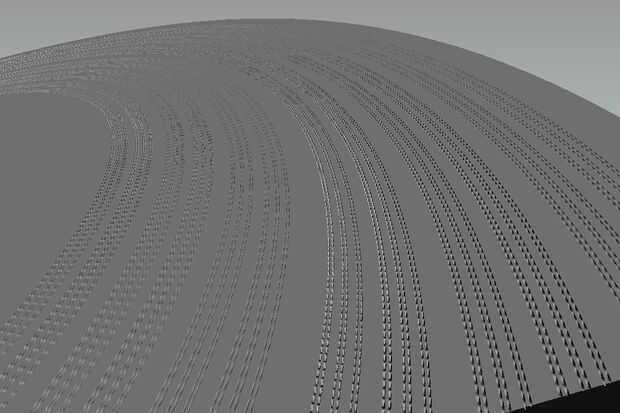
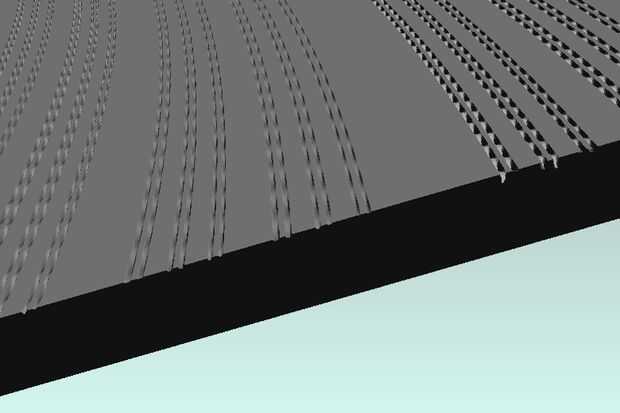
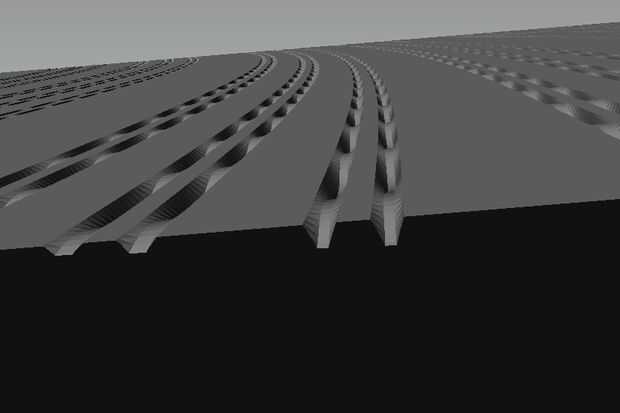
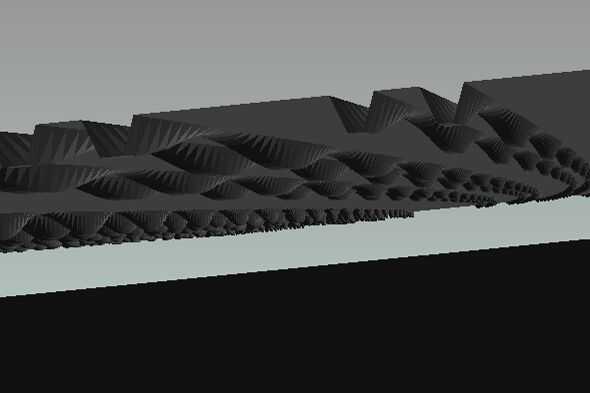
Mi primer disco de prueba tenía 72 surcos en ella, capturas de pantalla del modelo se muestran en higos 2 a la 6 que he probado dos frecuencias de ondas sinusoidales:
1000 ciclos por revolución = 555Hz a 33 RPM
500 ciclos por revolución = 277Hz a 33 RPM
He probado unas amplitudes diferentes profundidades y anchos de ranura para estas frecuencias y dio a cada surco un constante bisel tamaño de 2px a cada lado (se puede ver en la figura 5 cómo los bordes de la ranura hacia fuera flare). Imprimí el registro material de Vero claro del objeto, este material es una resina bastante dura, claro. Imprimí el archivo con la configuración "suave" para evitar que cualquier material de apoyo se depositan en las ranuras. Desafortunadamente, cuando estaba listo para que esta impresión que íbamos a tener algunos problemas con el suministro en nuestra tienda, así que tuve que utilizar otra máquina Objet que no fue configurada para alta resolución de impresión; lo mejor que pude hacer fue 300DPI X / Y resolución con medidas de Z de 30um. Este es el medio de resolución que cada uno de estos ejes es capaz de, lo que significa que la impresión salió (1/2)3, o 1/8 de la resolución general. Los resultados se muestran en el siguiente vídeo (los surcos no eran profundos lo suficiente para mantener la aguja dentro, así que tuve que mantener en el mismo lugar con mi mano). El registro también fue un poco grande para mi tocadiscos, disminuyó el diámetro de mi archivo STL a 11,8" en versiones posteriores.
En este video se puede escuchar una frecuencia periódica de barrido sobre la onda senoidal constante (mejor oídos auriculares w). Este arrebatador sonido es causado por la aguja moviéndose sobre los miles de diminutas protuberancias paralelo en la impresión causada por adyacentes-cabezales de impresión en la máquina objeto. Este ruido es inevitable, pero aumentando la fuerza de la señal ayuda a hacer menos notable.
El bosquejo del proceso que generó este documento se expone a continuación:
//sine tests //by Amanda Ghassaei //Dec 2012
PRUEBA DOS:
En mi siguiente prueba hice un disco con 108 ranuras, todavía las ondas sinusoidales, pero esta vez hice las ranuras más profundas, aumento el bisel de cada ranura igual a la mitad la amplitud de la onda senoidal y probado a tres frecuencias diferentes: 555hz, 277hz y 139hz (1000, 500 y 250 ciclos por revolución a 33,3 rpm). También he probado diferentes amplitudes (pasos 4, 8 y 16), profundidades de surco (pasos 2 y 3 por debajo de la parte superior del registro) y anchos de ranura (1, 2 y 3 píxeles). Desde nuestra tienda vino nuevo online, conectar impresoras y empecé impresión con material de Vero White de Objet, que es similar a Vero claro de textura, pero (como usted puede imagen) es un color blanco translúcido. Esta vez fui finalmente capaz de imprimir con la máxima resolución de 16 micras y 600 dpi de la impresora. Aquí está un video de los resultados:
PRUEBA TRES:
En mi tercera prueba aumenté la resolución de mi archivo de stl para probar algunos más ondas sinusoidales de frecuencia. He usado 22000 puntos por revolución para sacar las ondas sinusoidales (en lugar de 10000 en mis pruebas anteriores), esto me pone en acerca de la resolución máxima que puedo conseguir con 600 dpi (calculado en el último paso). He probado tres frecuencias: 1110hz, hz 832 y 694hz (1250, 1500 y 2000 ciclos por revolución a 33,3 rpm). También he probado diferentes amplitudes (pasos 12 y 16) y anchos de surco (2 y 3 px). Aquí está el video:
RESULTADOS:
Al final de todas estas pruebas he aprendido algunas cosas acerca de registros de impresión 3d con el objeto:
Mínima profundidad de la ranura de 48um debajo de tapa de registro - encontré que surcos que mantienen la forma de onda a un mínimo de 3 16 micras pasos (o 48um) por debajo de la parte superior del registro mantuvieron la aguja en su lugar mientras se está reproduciendo. Esto era cierto para todas las frecuencias que he probado.
Anchura de la ranura 2px - a frecuencias bajas, encontré que las ranuras de 2px eran mucho menos ruidosas que el 1px, pero no escucho mucho de una diferencia entre 2 y 3px. Sin embargo, cuando he probado otra vez con las frecuencias más altas (2000 ciclos/rev) podía oír mucho más ruido en la ranura de 3px que los 2px.
Rango de frecuencia - en 22000 puntos por la revolución, logró fácilmente el límite superior del rango vocal humano (de 1.1 kHz). Teóricamente Yo debería ser capaz de reproducir frecuencias igual a la mitad mi frecuencia de muestreo. Con una tasa de muestreo de 12kHz (calculado en el último paso), la frecuencia más alta en teoría puedo lograr es 6kHz. Sospecho que el movimiento de la resina líquida durante el proceso de curado me impedirá lograr realmente estas frecuencias, pero si solo puedo entrar en la gama de 2kHz todavía suenan razonablemente buenas. Basado en las pruebas que me he encontrado hasta ahora, creo que esto es posible.
Dimensiones - aunque parece que debe medir un registro de 12" 12" de diámetro, encontré que impresión en 12" hizo el registro un poco demasiado grande para mi tocadiscos. Disminuí el diámetro hasta 11,8" y funcionó muy bien.
Tamaño de archivo máximo de ~ 300 MB - aunque el proceso es capaz de producir mucho archivos más grandes, el Objet Software que corre las impresoras parece sólo manejar alrededor de 300 MB de datos en un momento. Es posible que RAM mayor esto puede llevar hasta 500mb, pero esto todavía no me da mucho espacio para trabajar con. Aunque esto es suficiente para los propósitos normales de CAD, me enteré de que tendría que ser muy eficientes con la manera en que llena los datos a la STL para la versión final de mi proceso de bosquejo. Un problema con mi bosquejo actual es que tiene una tasa de muestreo angular constante, esto significa que la misma cantidad de datos se utiliza para describir una ranura en el borde exterior del expediente y un surco cerca del centro del disco. Puesto que la ranura en el centro del disco es mucho más pequeña sería una resolución más alta que la ranura externa, por desgracia, esta precisión adicional va a perder porque la impresora tiene DPI constante en toda la superficie del disco. Finalmente, espero que disminuir la frecuencia de muestreo angular de las ranuras interiores para ahorrar espacio de almacenamiento y paquete como mucho audio en el archivo STL como sea posible.

")


")








