Paso 2: Versión impresa totalmente 3D
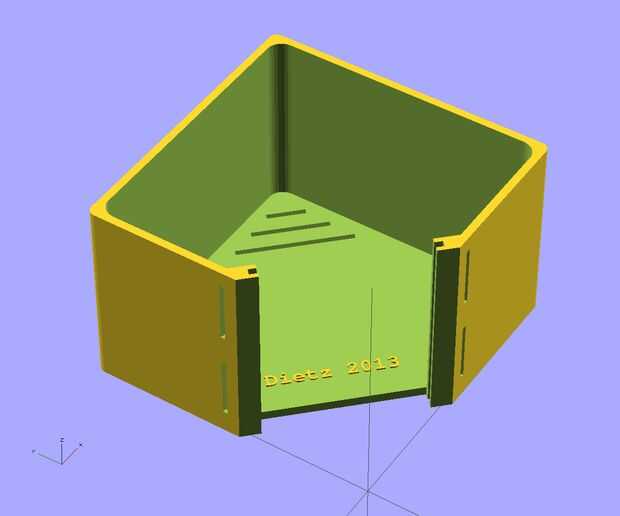
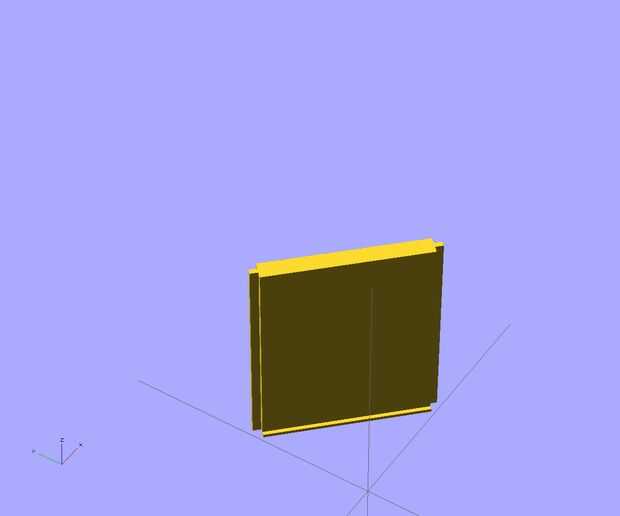
- La espalda y el cuerpo: back.stl. Esto utiliza un poco menos de la placa de construcción de la parte delantera, pero también es bastante alto alrededor del perímetro. No sólo es fundamental la nivelación de la cama, pero la altura significa que cualquier deriva sobre las capas se acumula. El M2 es virtualmente perfecto en la alineación de la capa a capa, por lo que éramos capaces de construir esta parte en 6 horas con extrusión de 0,3 mm, apenas una sola cáscara vertical, relleno de 5% (es decir, el 95% del volumen dentro de una pieza "sólida" es aire) y 3 conchas horizontales.
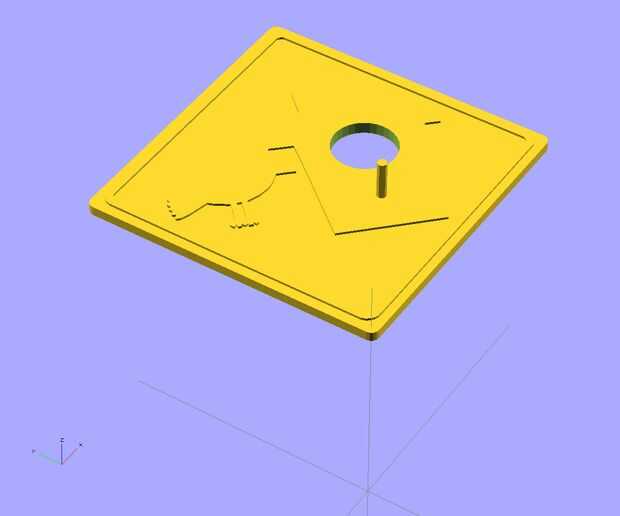
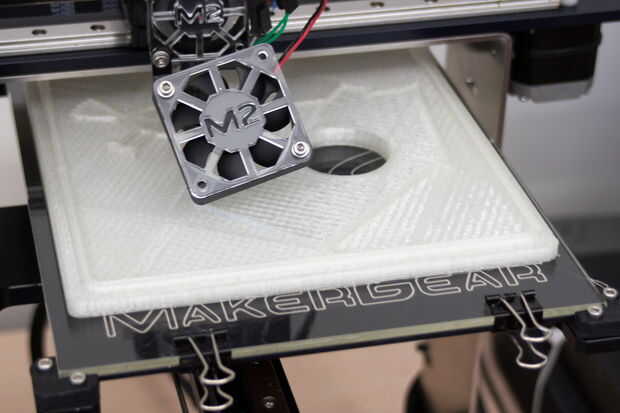
- La parte inferior limpieza y montaje de placa: plate.stl. Realmente una parte relativamente pequeña, pero impresa en la altura orientación para evitar tener voladizos. Quizá quieras construir esto con un borde alrededor de la parte inferior para asegurar que se pega a la cama durante la impresión, aunque no tenemos un problema con él. También utilizamos un mayor porcentaje de relleno en caso de que la casa obtiene monta atornillando directamente en esta parte; por supuesto, la manera correcta de montar la casa sería construir estructuras de montaje directamente en esta parte. Esta parte simplemente se desliza en el fondo de la pajarera, por lo que puede ser reemplazado fácilmente si está dañado.
- El frente: front.stl. Esto será bastante mucho relleno su placa de fabricación, pero es muy corto y no cuenta con difícil-a-print. Nivelación de la cama es fundamental. La única parte que se pega para arriba es el post de pulgadas de altura para el pájaro, que nuestra impresora no hizo muy cilíndrico. La perca consiguió en rodajas como un sólido, y eso hizo un poco blandita durante la compilación. Nuestro M2 impreso el frente en alrededor de 2,5 horas con extrusión de 0,3 mm, 3 granadas y 10% relleno.
Se utilizó el PLA (ácido poliláctico, un poliéster hecho de materiales renovables) de estas piezas. PLA tiene muchas propiedades muy grandes y debe ser absolutamente conveniente para esta aplicación. Sin embargo, PLA empieza a ablandar en una temperatura bastante baja, y la exposición prolongada a temperaturas superiores a los 140º F, como estar dentro de un coche al sol en un caliente día de verano, puede causar partes a combarse. Las rejillas de ventilación en la espalda y el cuerpo, que son en ángulo para evitar lluvia, deben ayudar a mantener las temperaturas internas moderadas, al igual que la pintura con que te cubrimos el exterior. Las paredes de la solo-cáscara y relleno del 5% del cuerpo también proporcionan una buena rotura de puente térmico para que incluso si una parte consigue lo suficientemente caliente como para sag, el apoyo de la estructura detrás no--por lo menos que es la teoría. Otros plásticos que tienen mayor tolerancia a la temperatura podrían haber sido usados, especialmente ABS o Nylon, pero los materiales son en ninguna parte cerca tan respetuosos como PLA... por lo que para nosotros la elección parecía muy clara.
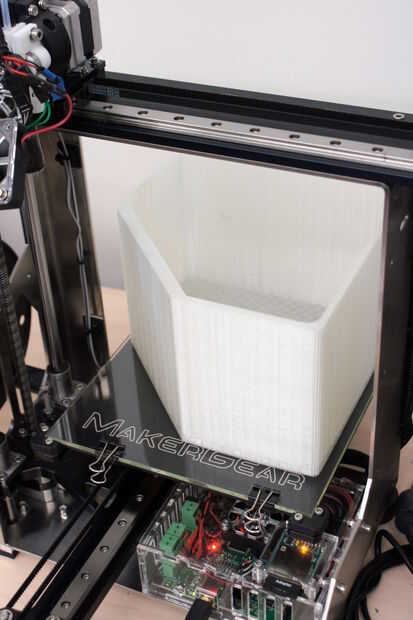
Cabe destacar que nuestra MakerGear M2 es capaz de mucho más fina calidad de impresión que mostrar estas piezas. Estas son todas las extrusiones de 0,3 mm y hemos conseguido impresiones precisas con 0,05 mm. Sin embargo, se trata de una pajarera. Impresión rápida era una prioridad y más gruesa protuberancia también reduce la probabilidad de las fronteras de la fusión de filamento separar cuando expuestas a inclemencias, etc.. También imprimen algo caliente para fortalecer la fusión bonos, que, combinado con los factores de llenado baja, magnifica las imperfecciones visibles en superficies impresas horizontalmente creando esencialmente palmos sin soporte, ligeramente caídos, entre soportes internos. De todos modos, todo lo que realmente hace es dar las partes de la pajarera una textura interesante--nada inadecuada para una obra de arte.
Si estás seguro de que desea construir la pajarera 100% 3D impreso, puede imprimir estas partes y saltar al paso 5...












")
