Paso 2: Parámetros de Epilog Laser Mini

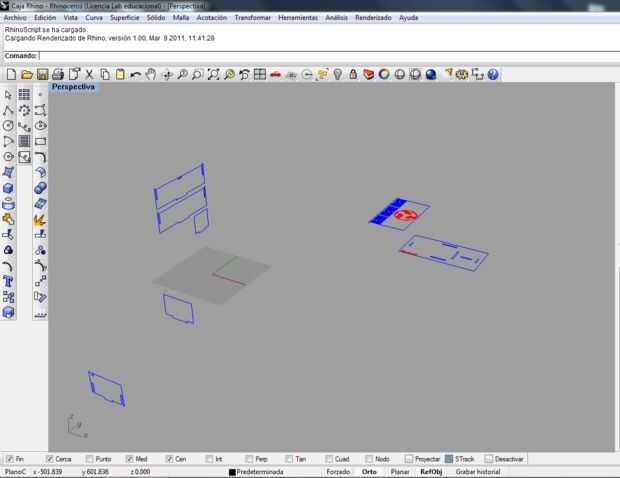
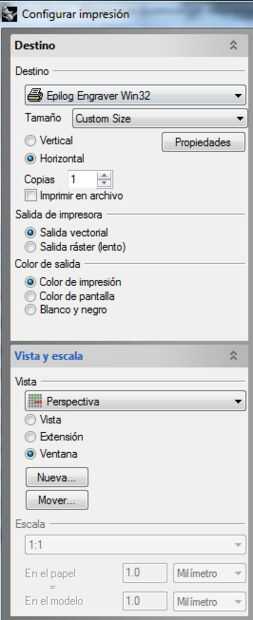

Con Rhinoceros solo necesitamos ir a Archivo > Imprimir (archivo > Imprimir) y obtenemos en la ventana de "Configurar Impresión".
Allí, tenemos que ir a "Propiedades" (Properties) donde podremos configurar todo lo que es necesario para una correcta impresión
Debemos dar al software del tamaño de la pieza para evitar que la máquina corta fuera el límite.
Nosotros debemos comprobar que si queremos que la máquina para hacer el "enfoque automático" para conseguir la posición de la lente de la máquina o, en lugar de eso, hacen manualmente.
La máquina puede hacer dos tipos de trabajo, vectores para el corte y la trama de "escritura" en la madera.
Para el vector debemos darle a la velocidad, potencia y la frecuencia. Nosotros can´t dar una velocidad más alta que necesita porque la won´t máquina cortar la madera que es lo mismo que una potencia baja. Y si le damos una velocidad baja o alta potencia se quemará la madera. La frecuencia es el número de veces que llega a la máquina del láser con el láser.
Así que en nuestro caso damos a la máquina esta 40%/90%/500Hz parámetros (velocidad/potencia/frecuencia)
La configuración de la trama será mayor en la velocidad y menor en el poder. Como podemos ver en la foto de la tapa que está en la foto de intro´s, le di un poder de velocidad mal o porque quema la pieza. Usé el 58% de la velocidad y el 90% de la energía
Después de que hace cada individuo pedazo aislado tiene problemas para unirse a lo. Y si lo hicimos correctamente las medidas de tolerancia, no necesitan pegamento.




")








