Paso 4: Paso 3: montaje y calibración de la extrusora
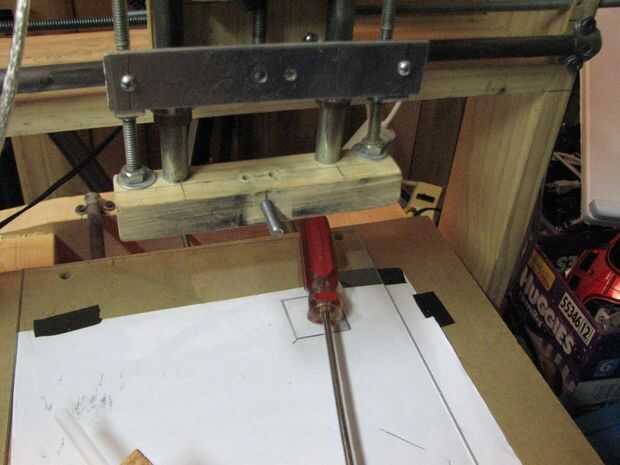

El montaje es fácil! Básicamente la extrusora está atornillada con solo 2 1/4-20 "largo del perno en el eje Z de una máquina CNC. 1 perno apretado es suficiente para que lo apoyen. Recordar que hay no hay corte sucede aquí. A chorros hacia fuera de pegamento caliente. Solo tenemos que apoyar el estirador y el pegamento caliente. Hay un pequeño arrastre con la protuberancia pero no mucho.
Calibración
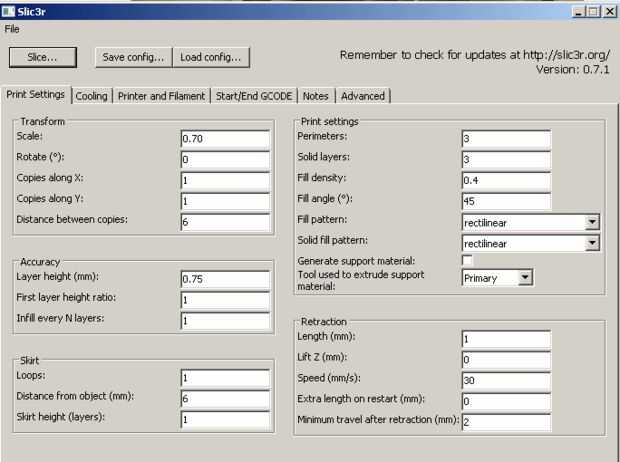
Esta es la parte realmente lento. He incluido mi configuración de Slic3r como un archivo de configuración en la página anterior así como la pantalla de captura de la configuración con algunas notas en. Otra vez voy a pasar este paso algo. Proporcionaré algunos enlaces a algunos la teoría y la forma de.
Enlaces primero
Tutorial de calibración de Pronterface: http://richrap.blogspot.com/2012/01/slic3r-is-nicer-part-2-filament-and.html
Calibración de la máquina (recomendado en el Firmware de la taza de té) -> http://blog.arcol.hu/?p=157
Calibración de Skeinforge (Skeinforge es otro Software de corte) -> http://rapmanv3.blogspot.com/2009/09/more-skienforge.html
cubo 40 x 40 mm (un buen objeto para la calibración) -> http://www.thingiverse.com/thing:477
MakerBot moneda (buena porque es una impresión corto) -> http://www.thingiverse.com/thing:648
Primero le recomiendo leer el paso de la impresión (el próximo paso en este instructable) y al menos uno de los tutoriales de calibración vinculados por encima de (el 1 º es gran!). A entrar en cómo convertir tu objeto STL en algo para imprimir en Pronterface.
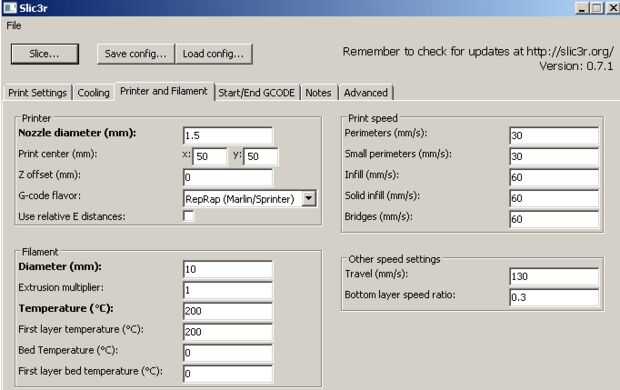
Aquí están algunas opciones para jugar con mientras se calibra. Éstos se ilustran a continuación en el Slic3r capturas de pantalla de configuración:
Diámetro de filamento -> diámetro de palo de pegamento caliente. Tengo mi set a 10 mm, aunque el diámetro real es de 7 mm en diámetro (0,28"). Controla la velocidad de la protuberancia (velocidad de los pasos) sin tener que modificar el firmware o jugar con otra configuración. He encontrado que funciona bien de 10 a 12... 12 siendo un poco en el borde de demasiado lento, pero puede trabajar con un menor diámetro de boquilla o altura de capa.
Diámetro de boquilla - mina (el agujero de la boquilla de pegamento caliente que sale el pegamento) medido en 1, 5 mm.
Altura de la capa - 0,75 mm - demasiado pequeño y su pegamento pueden copia de seguridad. Demasiado grande y el objeto sale grueso y no conectados.
Básicamente me encontré una impresión (a menudo abortar temprano usando el botón de pausa). Un ajuste (no olvide ajustar lo 1 º se confunde en cuanto a lo que realmente está haciendo qué). Aclarar y repetir. Hacer esto hasta que usted obtenga una buena impresión o descubres algo mecánico que necesita ajuste.
Una vez que su impresión se ve bien. Estás listo para descargar o diseño e impresión de algunos objetos. Ir a la siguiente página para aprender cómo.












