Paso 4: Preparando el molde


Ahora que tienes tus piezas finales esté listo para conectar a su árbol para el moldeado.
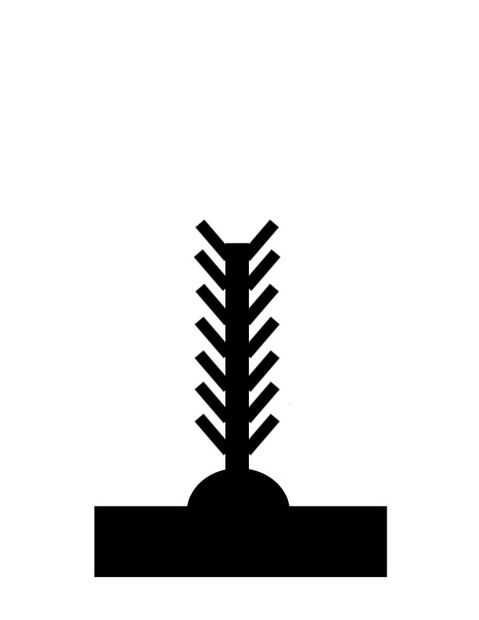
1. orientación específicamente una importante variable para distintos tipos de bastidor. Que va explicando las técnicas de fundición de vacío y Cintrifigual. Posicionamiento de la pieza en su árbol es importante. En primer lugar, en caso de que usted está conectando múltiples piezas permite iniciar algunas reglas del juego. Trabajo de piezas más gruesas en la parte inferior hasta las más delicadas piezas en la parte superior. Es importante tener en cuenta que este árbol será dar la vuelta boca abajo. La parte que está conectando a la puerta principal alimentador y bebedero base será la parte inferior y el botón de su modelo, y las partes más alejadas de la base del bebedero será en la parte superior de tippy.
2. gravedad-utilice el elemento de la gravedad a tu favor a pesar de que estás vacío fundición. Gravedad jalará hacia abajo primero el metal. Así, las delicadas piezas de finas en la parte inferior estará lleno de metal multon y luego se llenarán como el metal se vierte finalmente llenar el botón de su molde.
3. vacío / Cintrifical-éstos elementos tanto aumentará produciendo un casting detallado. Utilizando estas técnicas permiten lograr Suprema cantidad de delgadez y de la textura. La capacidad de qué usted puede conseguir lejos con en fundición mediante el control de las temperaturas del metal, frasco y fuerza es enorme. Una regla segura es .8mm de espesor normalmente puede convertir con facilidad utilizando las fórmulas que le dará. El factor más importante siempre es poner a prueba un pedazo primero antes de hacer múltiplos.
-el anillo que hemos diseñado es una prueba simple por lo que fácilmente podemos descifrar qué variables podrían fácilmente viciados para ver que parte del proceso se realizó correctamente. a partir de una pieza simple primero es clave para asegurarse de que las variables de impresión de fundición son en punto.
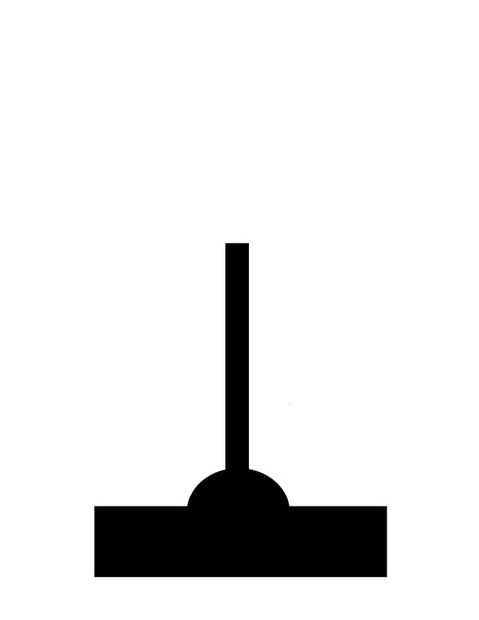
4. este anillo tendrá el esprúe atado a la puerta del alimentador en un ángulo de 45 grados con el ajuste del tubo colocado hacia arriba. De esta manera cuando el modelo se voltea alrededor cuando estamos echando el metal primero fluirá hacia el ajuste del tubo del anillo y luego a través de la caña del anillo en la puerta del alimentador principal.
5. calentando la puerta del alimentador principal con un cuchillo caliente o un lápiz de cera puede calentar la cera suficiente para derretir y lugar de su bebedero la puerta en la puerta del alimentador. Es importante derretir cera alrededor de tu objeto de resina para asegurar que no hay lagunas puede encontrarse desde la puerta del rabos de colada a la puerta del alimentador principal. Cualquier huecos o cavidades de aire en picaduras o pierdas tus piezas de fundición.
 para el Casting – anillo")









")


