Paso 5: elenco

Para el bastidor tiene dos opciones:
1. molde usted mismo
-Si se ser colada usted mismo puede utilizar cualquier método que usted siente a confidente con. Existen miles de técnicas y cada rueda te dirá una técnica que es "el mejor". Lo mejor es usar su propio equipo probar su propio vacío, centrífuga y el horno para obtener mejores resultados.
a. frasco-dependiendo del tipo si casting será descifrar el tipo de matraz se utiliza. Si estás vacío fundición el frasco perforado con agujeros funciona mejor (frasco con agujeros). El frasco con agujeros Asegúrese de añadir la cinta alrededor del exterior antes de verter en su inversión! Si haces centrífuga fundición no perforada (sin agujeros) funcionan mejor.
b.INVESTMENT: muchas inversiones diferentes existe para 3d plásticos impresos. Asegúrese de leer el documento PLATICAST antes de iniciar el proceso. Use PPE como respirador mientras se mezcla y gafas de seguridad. He encontrado Ransome y Randolph (el bastidor dioses) han hecho un producto realmente impresionante llamado Plasticast. Esta inversión tiene grandes resultados con los productos DWS. Para obtener mejores resultados resultados de la prueba sus plásticos con la inversión en una pieza singular para asegurarle consigue buena antes de emitir un árbol entero. Adjunta en el documento de reparto de Kerr que tiene el agua para mediciones de inversión que es consistente a la Plasticast pero no se incluye al vendedor.
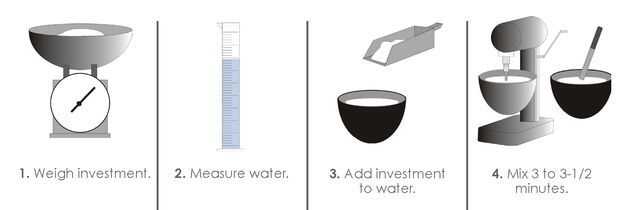
-Cuando el molde está listo para ir a mezclar inversión proporcional al agua cociente (kerr fundido gráfico, página 21) Asegúrese de mezclar durante al menos un minuto y asegúrese de que todas las inversiones se mezclan en agua y su no bultos antes de aspirar.
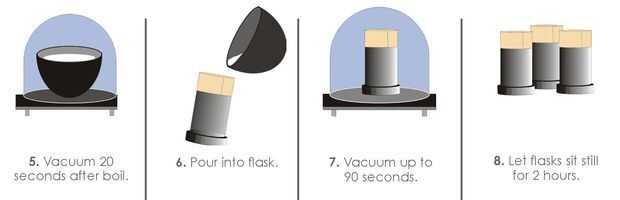
* Esta inversión es muy diferente a la tradicional inversión debido a su expansión. Cuando tire el vacío en esta inversión para quitar burbujas tenga cuidado que aumenta 45% más de KerrCast y otras inversiones. Esta inversión es capaz de tomar calor y expansión más que otros por lo que sus propiedades son muy diferentes de otros tipos de inversión.
c. quemar enchufe su frasco set para por lo menos una hora antes de tocar o mover.
-Quemaduras regulares han demostrado para ser exitosos (adjunto es el ciclo de quemado de KerrCast con sugerencias detalladas y métodos página 23) he conseguido perfectos bastidores utilizando estos métodos de agotamiento del reparto de Kerr. He notado que el burnout deja menos daño en los moldes utilizando el plasticast en contraposición a las 10 horas de 8 horas.
d. fundición - una vez que el horno se encendió y terminó su ciclo de quemado y dependiendo del tipo de metal su verter decidirá la temperatura de conservación de su frasco. Además, la delgadez de su pieza hará que un factor que también. Si su pieza es un objeto sólido muy grueso su frasco debe tener una temperatura más baja de la explotación a unos 900 grados F antes de fundición. Si es una tela muy fina como impreso en 3d F 1.025 es una gran temperatura para el matraz. Cada molde y objeto cambiará totalmente de este factor. Para realizar pruebas piezas individualmente si se puede.
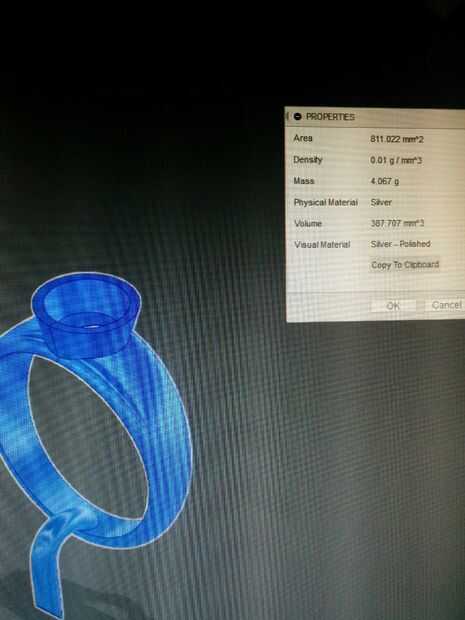
e. METAL conversión - porque DWS no tiene una tabla de conversión como la cera al metal tipo fusión 360 tiene una opción impresionante en su configuración donde puedes cambiar el objeto para el tipo de metal. Esto le dará los pesos de metal correcto. Multiplique a ese número por 10% darse suficiente espacio para cera extra y puertas del alimentador que habían unido en su molde.
Nota: Si utilizas mucho más puertas alimentador pesar la cera antes de tiempo para asegurarse de añadir este peso en el peso del molde. Cada grano de fundición tiene un volumen diferente de peso. Si usted compra el metal vendrá con un peso de volumen que es lo que se multiplica el peso de la cera por para obtener una estimación cercana de cuánto metal necesita verter.
f. verter METAL-
VACÍO - si que son de fundición usando un vacío Asegúrese de rápidamente y cuidadosamente transferir su frasco del horno la superficie de vacío. Asegúrese de que su aspiradora está tirando un completado 20cfm y eso él mantiene que antes usted vierte el metal. Si no es no verter el METAL. el sello del frasco y asegúrate de que su totalmente en el vacío. Si todavía no está tirando un buen vacío Verifique la parte inferior de su frasco para un golpe de su frasco. Si esto sucede no lo vierta el METAL, el molde no es vale la pena arruinar su equipo.
-Temperaturas de fundición metal todo vendrá de tu proveedor. Rio Grande tiene temperaturas de fundición en cada tipo de metal de fundición si son su proveedor de metal o de referencia. Ser seguro limpiar metal antiguo totalmente de inversión usando un arenador de la arena y ultrasonidos. Puede usar 50% metal antiguo a nuevo como agregar un flujo de su metal. Todos los metales tienen diferente flujo que les ayudará a verter mejor.
CENTRÍFUGA - si que son de fundición utilizando centrífugas usted se necesita para asegurarse de que el metal está listo para lanzar y tirar rápidamente el matraz del horno. Al calentar el metal una buena forma visual a su metal es caliente suficiente si ver la forma en que se mueve en su crisol. Cuidadosamente, tap o cabaña su crisol para ver la liquidness de su metal. Usted quiere que sea acuosa y más allá de la etapa de depresión así fluirá en su molde.
2. encontrar un joyero local / fundición empresa cerca de usted. Esto eliminará una gran inversión en equipo. No olvide decirle a su lanzador exactamente que resina se imprime con porque algunas resinas serán quemado y algunos no.
¿Casting de dificultad? -
Con resinas muchas variables podrían estar afectando casting perfecto. Si tu bastidor tiene mucha porosidad a menudo la resina negativamente está interactuando con su inversión durante el proceso de burnout. Aquí está una carta impresionante que muestra algunas complicaciones de fundición y por qué podría estar ocurriendo. http://www.Ransom-Randolph.com/defect-Analysis.ht...
 para el Casting – anillo")









")


