Paso 3: El sistema de coordenadas

Esta es probablemente la más aburrida de todos los pasos pero si quieres un huevo bonito y simétrico, puede ser el más importante. La máquina realmente no sabe donde está el material. Sabe que el huevo tiene que ser, pero si no alineamos las acciones correctamente, que no conseguimos nuestro huevo. No me puedo imaginar lo que es que nos pondremos, pero algo me dice que va a ser bastante revueltos...
En realidad hice unos errores recuperables mientras corta esta parte, para estar seguro hay muchas maneras de hacer este mal, y prácticamente sólo una manera de hacer las cosas bien, así que aquí vamos:
En primer lugar tenga en cuenta que para tallar este huevo necesitamos este sólido para girar en su eje X. Cualquier desplazamiento y el huevo está frito! Como resultado, tenemos que encontrar este centro cuidadosamente. Con una máquina CNC, sin embargo, esto es pedazo de pastel.
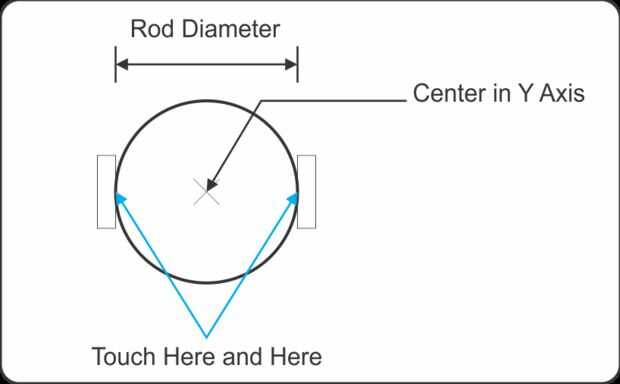
Para encontrar el centro en Y, nos va a tocar en ambos lados con el mismo buscador de borde. Tocan un lado, cero el eje Y en el DRO, toque el otro lado y luego dividir por dos en el DRO. Lo que tienes es el desplazamiento de Y desde el centro.
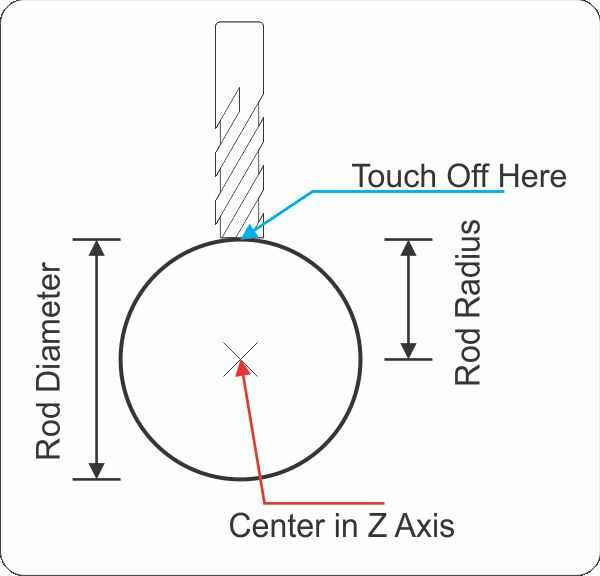
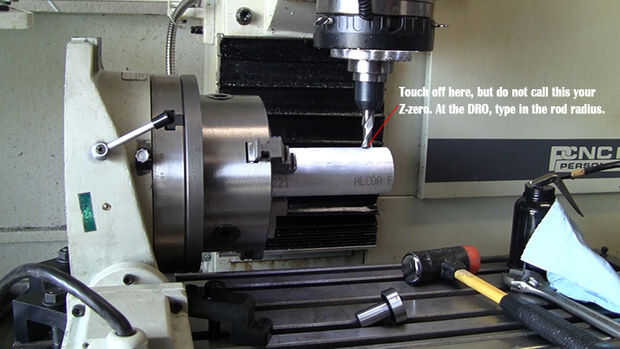
Encontrar el centro en el eje Z, sin embargo, no se puede hacer por este método porque no tenemos acceso a ambos lados. Podemos tocar en la parte superior, pero no en la parte inferior. Por lo tanto, lo que hice (y me costó tres intentos para conseguirlo derecho por errores tontos) es tocar en la parte superior (con la corte real), pero en lugar de puesta a cero hacia fuera el eje Z, he escrito el diámetro de la barra dividido por dos (por ejemplo, el radio de la varilla).
Sólo para fines de documentación, mis errores fueron:
1. puesta en cero del eje Z en lugar de escribir el desplazamiento real. El resultado fue (Afortunadamente!!!) que la operación se realizó al aire libre.
2. una vez que calcula el radio de la barra para ser 1", yo accidentalmente tipo 0,1" mi desplazamiento en Z. Una vez más, la operación se realizó en flotación de aire.
3. una vez que he escrito 1,000" como mi desplazamiento en Z, todo era un ir! Observe que esto era sólo el caso porque mi barra fue un perfecto 2,000". Si hubiera sido algo como 2,010", mi desplazamiento debería haber sido 1,005" sí, 5 miles de pulgada hacen una diferencia!
Es más fácil encontrar el borde en X. Simplemente toque con un buscador de borde en el lado derecho de la barra y ajustar las compensaciones en el DRO como normalmente harías.
Tenga en cuenta que una vez que usted haya programado su sistema de coordenadas que no tienes que hacer algo tan tonto como escribir un "G0 X 0 Y0 Z0" comando en el MDI porque esa coordenada está ahora dentro de la varilla de aluminio. Se estrellará esa herramienta tan mal...













