Paso 14: Con el nuevo Laser de CNC con Inkscape y MakerCAM...
También puede utilizar Inkscape y MakerCAM para producir gcode para el 2 de Shapeoko. Usted tendrá que modificar la salida de MakerCAM para poner su GShield en el modo de láser y para establecer el valor de Z para controlar la intensidad del láser. Esta es la mejor para el arte de la línea, como señales con texto, etc.. Normalmente se establece el valor de Z cerca de plena potencia. Puede utilizar comandos M3/M5 para apagar el láser durante el corte/burning mueve si tienes un relé de control, o puede modificar la gcode a mano para ajustar la salida de láser en Z0.
MakerCAM produce gcode que de ninguna manera óptima. Cuando se produce una señal de 8 x 10 con texto, lo verás dibujar una letra en el centro-derecha, mover hacia la parte inferior izquierda y sacar otro, y luego mover un lugar totalmente diferente a otra carta. Esto es doloroso mirar y ralentiza considerablemente el proceso de producción de cualquier cosa. Para ayudar a solucionar esto, he produzco un programa de línea de comandos que puede optimizar gcode producido por MakerCAM. También tiene un modo de láser que añade M3/M5 comandos para activar y desactivar el láser durante movimientos no están ardiendo. Con Grbl 0.8laser que todavía tendrá que modificar la salida de la optimizar convertir primero el laser a plena potencia con Z255 y entonces si no tienen relé de control para cambiar los comandos de M3 a Z255 y los comandos de M5 a Z0. Este software fue originalmente escrito antes me enteré de que podía controlar la intensidad del láser. Tal vez cuando el tiempo lo permite me lo actualiza para su uso con el Grbl 0.8laser. El código fuente de este software está disponible aquí: https://github.com/alsliahona/gcode-optimizer
Una versión compatible de Windows del software es adjunta a este paso y se llama gcodelaseropt.exe. Ejecutar sin argumentos para ver los detalles sobre cómo puede utilizarse. Asegúrese de examinar el archivo que produce para asegurarse de que lo hizo lo que se esperaba. Usted debe familiarizarse con los comandos de gcode básicos tales como:
- M3 - activar husillo
- M5 - eje desactive
- G0 (con valores de eje como Z0, Z-255, X1, etc.)-un movimiento de corte/grabación para el posicionamiento
- G1 (con valores de eje) - un movimiento de corte / ardiente
- G2 o G3 es también un corte / quema de movimiento asociado con movimiento circular.
Más detalles pueden encontrarse en la Página Wiki de gcode.
Lo importante a recordar es que debe modificar gcode para trabajar con nuestra configuración como sigue:
- Añadir $L1 para poner el controlador en modo de Laser, esto se puede también hacer manualmente antes de enviar un archivo
- Añadir una línea con G0 Z0 a la intensidad del láser a cero. Si tienes un relé para controlar la potencia del láser un comando M5 también funcionará.
- Añadir una línea con G0 Z255 para activar el láser a plena intensidad. Si usted ha utilizado a modo de laser con el gcodeoptimizer se reemplace los comandos M3 con Z255 G0. Si tienes un relé controlado con comandos M3/M5 que sólo necesita añadir A255 a la primera orden de G0 o G1.
- Cuando se hace el trabajo, asegúrese de apagar el láser con G0 Z0 o M5 si tienes un relé.
Si no ha utilizado ya Inkscape para hacer archivos SVG que se alimentan en MakerCAM (http://www.makercam.com), deberías probar esto al menos una vez para dibujar texto con un marcador en su soporte de husillo, o mediante el husillo. Usted entonces no tendrá problemas usando con el láser mientras siga los pasos descritos anteriormente. Instrucciones para el uso de Inkscape y MakerCAM con el Shapeoko 2 están disponibles en abundancia en Internet. La principal diferencia para el laser quema es en cómo se establezca la configuración de la CAM.
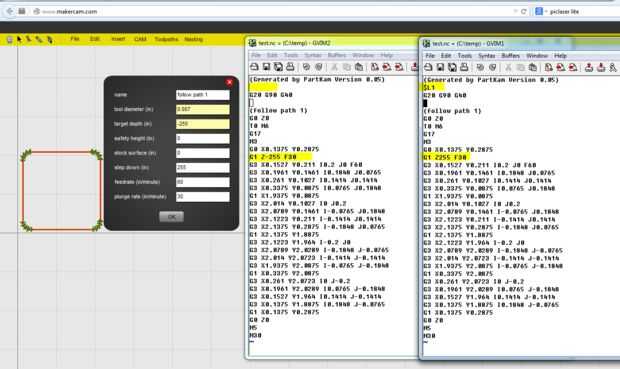
Puesto que el láser no necesita moverse hacia arriba y hacia abajo, puede establecer la altura de seguridad a 0. El que también producen G0 Z0 y para evitar que el láser quema la voluntad entre áreas inafectadas. Puede establecer el diámetro de la herramienta tan bajo como 0.007, aunque deben ser advertidos que para operaciones de bolsillo esto producirá archivos muy grandes y el láser a veces se superpondrá y podría quemar más de lo que se desea. Se podría experimentar con valores entre 0.007 y 0.02. La profundidad de destino debe ser-255, y el paso hacia abajo debe ser 255 para emparejar. Fijamos estos más adelante. Superficie común puede permanecer a 0. Usted tendrá que experimentar con la tasa de alimentación en diferentes materiales. Demasiado lento y demasiado quemará el material. Demasiado rápido y la quemadura será demasiado ligera.
En la imagen adjunta, verá que un ejemplo muy simple de un MakerCAM generado gcode y MakerCAM que lo produjo. En el extremo derecho, resaltados en amarillo son los únicos cambios que deben hacerse al archivo para que sea compatible con nuestro láser CNC. Cambiando el Z-255 por Z255 establecemos el láser a máxima intensidad. Agregar el $L1 a la parte superior del archivo poner el controlador en modo de laser y que se mueva a una imposible (255 pulgadas) de altura del eje z. Porque este es un archivo muy simple, no hay otros cambios son necesarios. Si tuviéramos que añadir otro camino, o bolsillo de operación, necesitamos para asegurarse de que todas la Z-255 cambiar a Z255 y asegurar que entre ellos había una línea Z0 G0.
Una operación más compleja podría beneficiarse del gcode optimizer.





")







