Paso 3: Medir y registrar las coordenadas de dos puntos
Vas a tener mayor precisión de la orientación de la parte más lejos aparte que son sus dos puntos de referencia. No medir dos puntos 1" aparte si se puede evitar, porque la incertidumbre del ángulo será magnificada.
Designar arbitrariamente un punto como el origen "O" y el otro punto como punto de referencia "R".
Establecer G54 punto sondeado como el punto de origen y había sondeado G55 punto como punto de referencia.
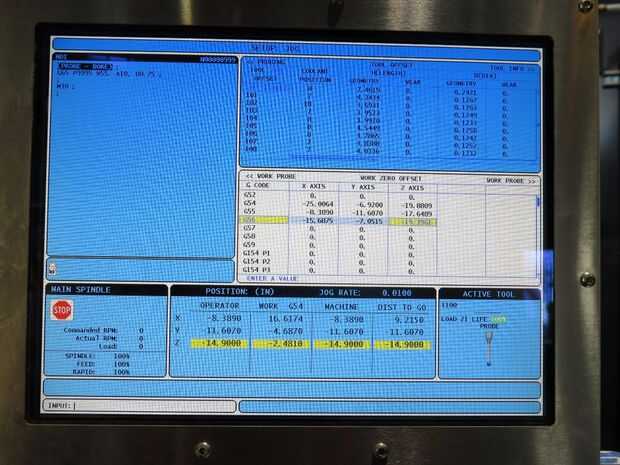
Ir a la pantalla coordenadas de punta de prueba de la máquina (en el molino de Haas, modo MDI, "offset", y luego página arriba/abajo hasta llegar a la tabla correspondiente). Parece que la foto de arriba.
Averiguar mucho, en coordenadas X e Y de la mesa, R (G54) es de O (G55), restando O de ambos O R. O ahora está en (0,0) y R es ahora en (Rx-Ox, Oy Ry). encontrar la diferencia entre R y O en la dirección de la máquina X e Y.
Ahora, es sólo una orientación de la pieza sobre la mesa que daría lugar a los measaurements, así que volvamos al CAD para solucionar para el ángulo del triángulo que tiene los lados!





")




")
")

 Un trabajo en progreso")