Paso 7: MadeSolid negro
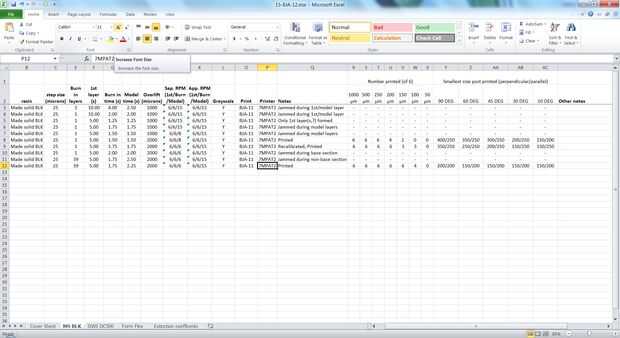


Para determinar la configuración de impresión que empecé con los valores predeterminados para Autodesk estándar claro (PR48), pero con la velocidad de rotación de manivela para arriba un poco. Esto causó la impresora a la mermelada, así que comencé a disminuir el tiempo de exposición, hasta que las capas formando durante la impresión (1,25 s). Cualquier intento de aumentar ligeramente conducir a interferencia, por lo que entonces comenzó a explorar disminuyendo la velocidad de rotación durante la etapa de separación (6-8 RPM) y aumento de la altura de overlift (a 2000 micrones). Esto le dio a mi primera impresión exitosa con características de 250 micrones de tamaño. Pude aumentar ligeramente el tiempo de exposición más disminuyendo la velocidad de rotación durante la separación a (PRM 6 para todos los pasos).
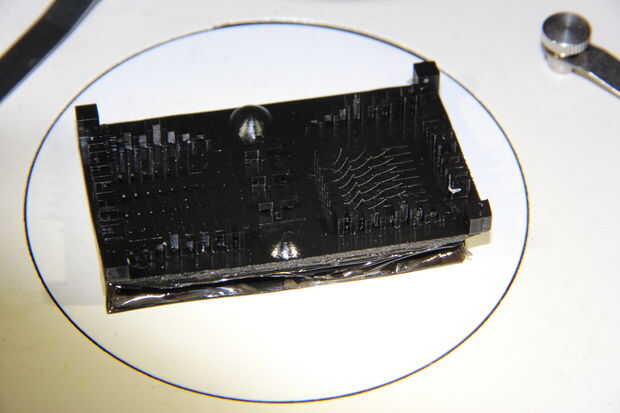
Con piezas como esta impresión de prueba que tienen una base muy grande (~ 40 x 60 mm) una estrategia útil es utilizar un tiempo de exposición diferente para la base y el resto de la pieza. Usando sólo una curación s 1.75 para la base y una exposición s 2.25 para el resto era entonces capaz de eak leve características más pequeñas, en este caso impresión 200 y postes de 150 micrones. También pude producir voladizos de espesor muy fino de 100 micras, mejores que cualquiera de otra resina en este Instructable. Sin embargo, la adherencia entre las capas de la base era un problema, y que causó separadas. Estas condiciones probablemente funcionaría bien para impresiones con pequeñas áreas transversales, pero el área de construcción toda la impresión es un reto.



")









