Paso 2: Paso 2: calibración del eje x



Valores de medición del eje x
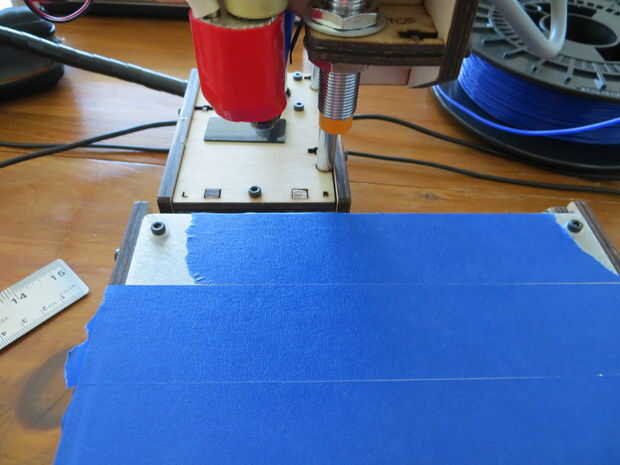
Inicio autoguiado hacia el blanco el eje de las X y levantando el eje de Z fuera del camino. (cuadro 1)
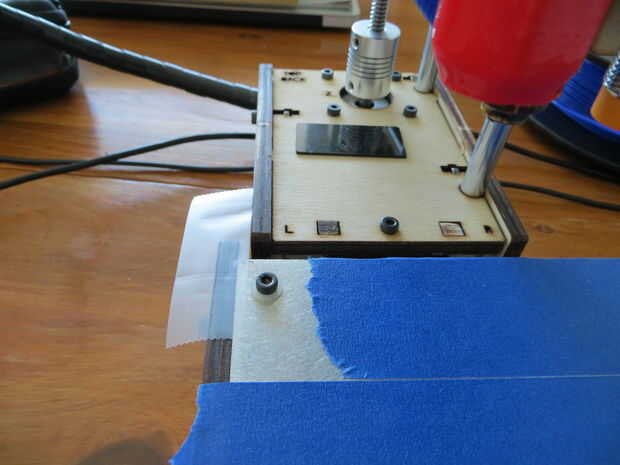
Tome un pedazo de cinta (la cinta menos flexible se prefiere, para no hundirse) y colóquelo en el printerbed paralelo a otro punto de la impresora que no se mueva al mover el eje x. (Foto 2)
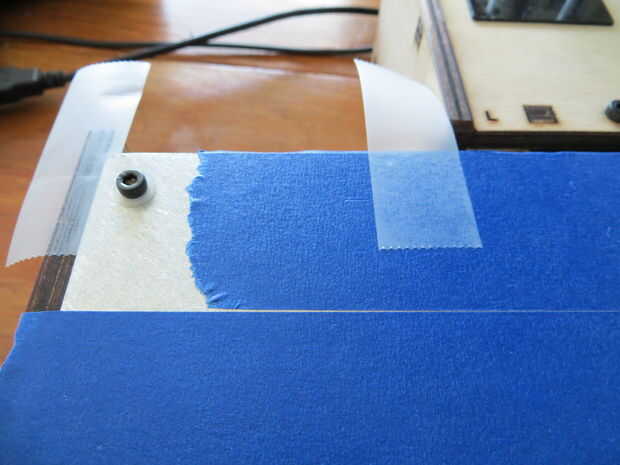
En Repetier Dile tu impresora para mover su eje x. Me gustaría empezar con 70 m m (suponiendo que usas un 100x100x100mm printbed). Si usted decide mover su eje mayor, deben tener menos margen de error, pero no quieres ir demasiado lejos y disparar sus capacidades de impresoras. Utilizar otro pedazo de cinta en el mismo punto de marcador que utilizó antes de mover el eje x. Esto es donde la impresora cree que es de 70mm. (imagen 3) Llamaremos a esta medida el "movimiento deseado".
Ahora utilice sus calibradores digitales para medir lo que la "medida verdadera" es para el eje x (Figura 4)
Si se mide 70 mm perfecto, su eje está calibrado. Lo más probable es que no llegar exactamente a 70mm en su primer intento sin embargo. Tome nota de la medida que tomó. En mi caso tengo 70,87 mm.
Cálculos para la calibración del eje x
Tenemos 3 variables a calibrar nuestro eje x. Primero necesitamos el M92 actual valor para X que hicimos una nota en el paso uno. Necesitamos las dos medidas que acaba de tomar. Con estas tres variables nos va resolver para un valor nuevo M92.
Valor actual de la M92 = 80.2
Deseada de movimiento = 70mm
Movimiento real = 70,87 mm
Aquí es una fórmula que puede utilizar para resolver el valor de nueva M92
Nuevo valor de M92 = deseado movimiento / movimiento real * valor actual M92
70/70.87 =.987724002 (valor nueva M92 debe 98.77% del valor actual M92)
80.2*.987724002 = 79.22 = valor nueva M92
Nuestro valor nueva M92 es 79.22. Esto tiene sentido porque nuestro valor nueva M92 es menor que la value(80.2) M92 actual, debido a sobrepasó el objetivo de mover el eje x 70mm. Ahora vamos a pasar al siguiente paso y aprender al valor de nueva M92.
introducir el nuevo valor de M92 para X
Primer tipo en tu G:code por tu valor nueva M92 así: "X80.21 M92" a continuación, presione Entrar (picture5)
Continuación, escriba en G:code: "M500" y pulse enter. (esto guarda la configuración cambiante).
Tipo "M501" en su Gcode y desplácese hacia arriba en su registro y asegúrese de que ha guardado su nueva M92 para X.
Si es así, puede volver al principio de este paso y comprobar que el eje x está ahora calibrado. Si es así, buen trabajo!! Si no es así, inténtelo de nuevo. Cuando que vamos a hacer pasar el eje Y.








")
")

")

