Paso 3: Paso 3: calibrar el eje y


Medición de valores para el eje y
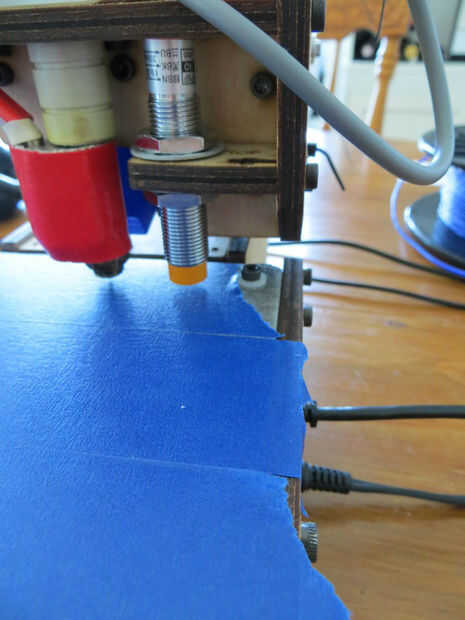
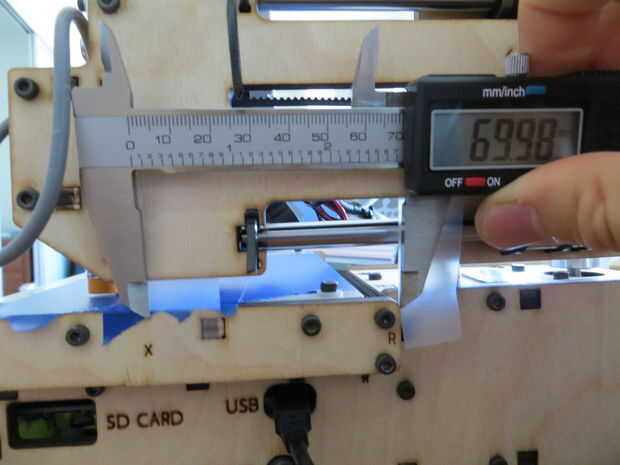
Esto es bastante similar a lo que ya hemos hecho. La única diferencia real es encontrar otro lugar para pegar la cinta para marcar hasta dónde se mueve el eje y. Primero Inicio su X, Y y z. A continuación pasar su eje hasta que alinee con la mayoría fuera parte de su arm(picture1) de la impresora. Coloque un trozo de cinta en el eje y sobre un punto marcado en el eje x (Figura 2). Dígale a Repetier para mover el eje 70mm. Ahora marque ese punto con un trozo de cinta y medir la verdadera distancia entre los puntos (picture3). Tengo 69.8 mm, que no es lo suficientemente lejos. Con estas dos medidas y el valor actual de la M92 y, ahora podemos resolver para nuestro valor nueva M92.
Cálculo para el eje y y la introducción de datos
Deseada de movimiento = 70
Movimiento real = 69,8
Movimiento actual = 80
Usar la misma fórmula del paso 3 para resolver para nuestro motor del eje y.
Deseada de movimiento movimiento/real * M92 actual valor = valor nueva M92
70/69.8 = 1.00286533 (valor nueva M92 debe 100.29% del valor actual M92)
Nuevo valor de M92 = 1.00286533* 80 = 80.23
Ahora vamos a introducir ese número. En G:code escriba su valor nueva M92 así: "Y80.23 M92" a continuación, presione Entrar. Siguiente tipo "M500" en G:code y presione Entrar. (esto guarda la configuración cambiante). Luego en tipo de Gcode: "M501" y desplácese en el registro y asegúrese de que su nuevo valor de la M92 se ha guardado. Si es así, puede volver al principio de este paso y comprobar que su eje está ahora calibrado. Si así, grande! Si no es así, inténtelo de nuevo. A continuación que vamos a trabajar sobre el eje Z.








")
")

")

