Paso 4: Paso 4: z Calibratnig


Medición del eje z
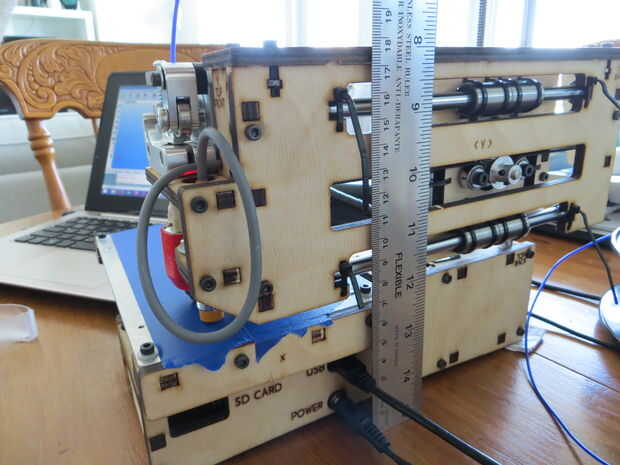
En lugar de utilizar los calibradores de digitales para el eje z, utilizaremos una regla. Primero inicio sus ejes XY y Z. A continuación puso su regla perpendicular a su printbed, junto a la impresora. Mueva el ojo para que esté nivelado con la impresora y hacer nota de un punto particular de la impresora (me gusta usar la parte más alta del brazo de impresoras). Asegúrese de que cuando usted toma sus medidas, su ojo es el nivel con el punto de su medición. Me mide 17,7 cm. Ahora dígale a su impresora para recaudar 100mm. Echa un vistazo a cuánto realmente ha movido su impresora. Mina se trasladó a unos cm 27,75. Si restamos la segunda medición de la primera (27,75-17.7 cm) tenemos 10,05 cm o mm 100,5. Así que un poco hemos sobrepasó la meta de 100mm.
Cálculo e introducir el nuevo valor para el eje z:
Nuevamente utilizamos la misma fórmula del paso 3 para resolver para nuestro motor eje z.
Deseada de movimiento = 100
Movimiento real = 100.5
Valor actual de la M92 = 2044
Entrada de medición de medición/real * M92 viejo valor = valor nueva M92
100/100.3 =.995024876
Nuevo valor de M92 = 995024876 * 2044 = 2033.83
Ahora vamos a la entrada valor nueva M92: en G:code escriba su valor nueva M92 así: "Z2037.89 M92" a continuación, presione Entrar. G:code tipo: "M500" luego pulse enter. (esto guarda la configuración cambiante). En tipo de Gcode: "M501" ahora Desplácese hacia arriba en su registro y asegúrese de que su nuevo valor de la M92 se ha guardado. Si es así, puede volver al principio de este paso y comprobar que su eje z ya está calibrado. Si tan gran trabajo! Solamente un motor más para ir!








")
")

")

