Paso 5: Paso 5: calibración de la extrusora


E valor de la medición:
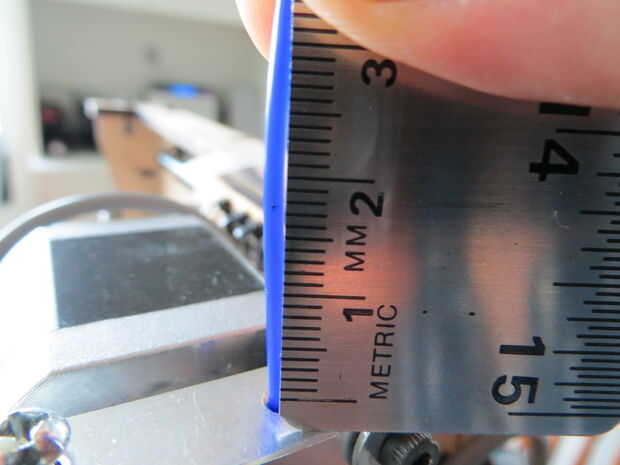
Ahora medir y calibrar cuánto filamento sale del extrusora. Primero calienta su hotend a la temperatura recomendada para su filamento. A continuación, use un lápiz para marcar unos pocos cm en el filamento (puede usar cinta para marcar en vez de eso, solo no te olvides de sacarlo antes de que consigue atorado en el estirador). Medir cuán lejos es la marca de la extrusora. Luego informe a la impresora para sacar 10mm del filamento. Mida la distancia otra vez.
Restar la primera medición de su segundo para encontrar su medida real. Tengo 2.9-1,83 = 1,07 cm o 10,7 m
Si tenes 10mm, entonces gran el valor de E está calibrado. Si no continuar encontrar el valor de tu nueva M92.
Calcular el valor de la nueva M92 E:
Nuevamente utilizamos la misma fórmula en el paso 2 para solucionar para el eje y.
Medición de entrada = 10
Medida real = 10.7
Antiguo valor de M92 = 104
Deseado de medición medición/real * M92 actual valor = valor nueva M92
10/10,7 =. 934579...
Nuevo valor de M92 = 104*.934579... = 97.20
Ahora vamos a la entrada valor nueva M92: en G:code escriba su valor nueva M92 así: "E97.2 M92" a continuación, presione Entrar. G:code tipo: "M500" luego pulse enter. (esto guarda la configuración cambiante). En tipo de Gcode: "M501" ahora Desplácese hacia arriba en su registro y asegúrese de que su nuevo valor de la M92 se ha guardado. Si es así, puede volver al inicio de este paso y comprobar que la extrusora está ahora calibrado. Si tan gran trabajo, su acabado!








")
")

")

