Paso 2: Impresión a 440mm/hora

440mm/hora es 24 veces mayor que la generalmente velocidad de la impresora de Ember y logramos esto a través de la optimización de tres cosas:
- Material - hemos diseñado una resina que cura más rápido y en capas más gruesas
- Proceso - hemos cambiado el proceso de impresión eliminando el paso de separación y de la impresión en capas de 250 micrones
- Geometría - hemos elegido una estructura de enrejado que reduce la superficie por capa
Material:
En primer lugar, debemos preparar una variante de nuestra resina PR48 que cura más rápido y a una profundidad más profunda. Llamamos a esta resina PR48 de alta velocidad y la formulación se enumera a continuación.
- Oligómero: Allnex Ebecryl 8210 Sartomer SR 494 39.8238% 39.8238%
- Fotoiniciador: Esstech TPO + (2,4,6-Trimethylbenzoyl-diphenylphosphineoxide) 0.4005%
- Diluyente reactivo: Rahn Genomer 1122 19.9119%
- Bloqueador de UV: Mayzo OB + (2,2'-(2,5-thiophenediyl)bis(5-tertbutylbenzoxazole)) 0.0400%
La concentración de bloqueador de UV en PR48 de alta velocidad se ha reducido por un factor de 4 en comparación con PR48 permitir curar más rápido y a una profundidad más profunda.
Si desea más información acerca de cómo afinar sus propia resinas de Ember, revisa este Instructable.
Configuración de la impresora:
A continuación necesitamos configurar la configuración de impresora en brasa, puede hacerlo a través de emberprinter.com o por SSH en la impresora y editar el archivo /var/smith/config/settings.
En Mac usando terminal puede SSH en la impresora con los siguientes comandos (Recuerde cambiar la dirección IP si no se conecta por el puerto USB)
Desplácese hasta el archivo de configuración y lo editamos
Editar los valores siguientes:
- "ImageScaleFactor": 1.0,
- "DetectJams": 0,
A continuación medir la salida de irradiancia de brasas con una bandeja de resina limpia fresca (recomiendo usar una sonda G & R UV luz modelo 220 con un 420nm o un 1400 de ILT con detector de SLE005/U) y configurar la "ProjectorLEDCurrent" para que la salida es de 20 mW/cm ^ 2
Si editar el fichero de configuración de impresión sobre SSH entonces recuerde ingresar el siguiente comando para hacer que los cambios surtan efecto
Imprimir configuración de trabajo:
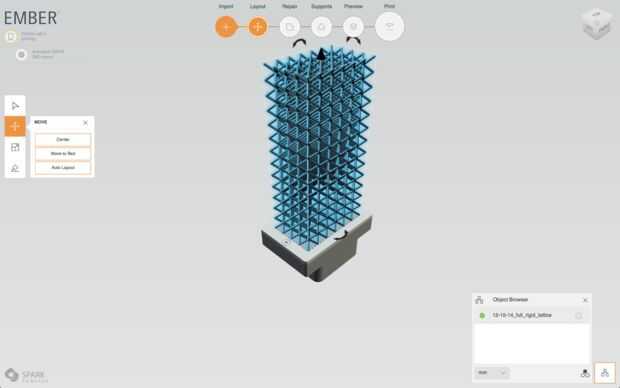
Ahora que el material y la impresora son programar su tiempo para preparar el trabajo de impresión. Abra Print Studio e importar modelo 12-15-14_full_rigid_lattice.stl que se adjunta. Consulte esta guía del usuariopara obtener ayuda sobre cómo utilizar Print Studio.
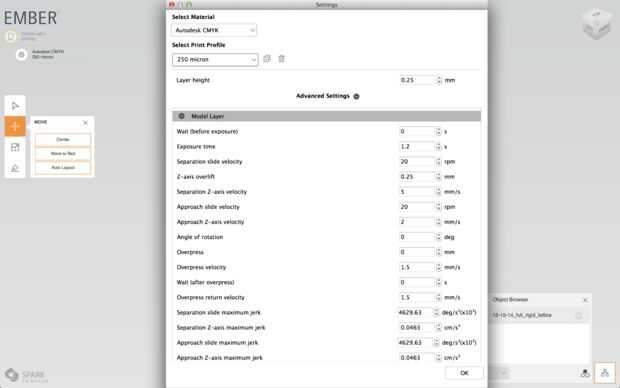
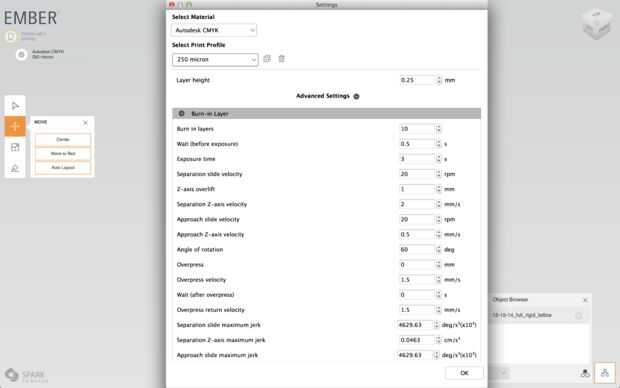
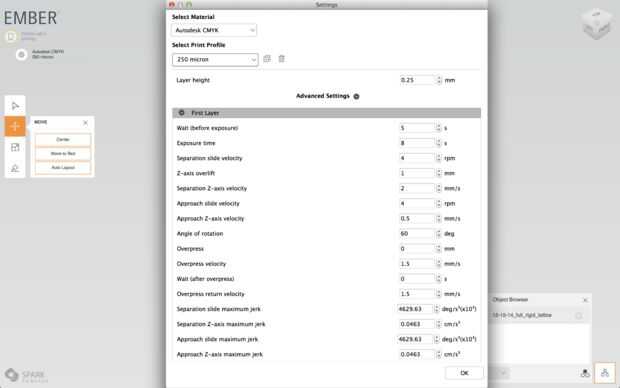
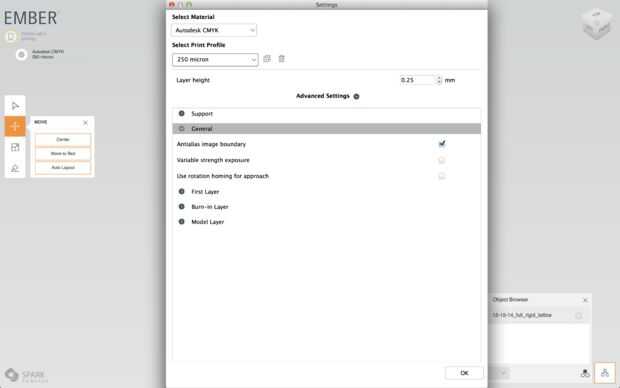
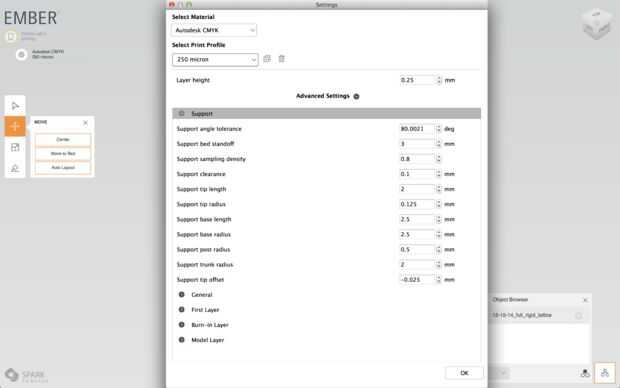
Ahora crear un nuevo material personalizado, este puede empezar duplicando el perfil de Autodesk CYMK 25 micrones. Configurar el perfil según las imágenes de arriba. Los cambios de configuración principal
Grabar en capas
- Número de capas: 10
- Esperar (exposición): 0,5 s
- Tiempo de exposición: 3 s
- Velocidad de deslizamiento de separación: 20 RPM
- Velocidad de corredera de enfoque: 20 RPM
Capa del modelo:
- Esperar (exposición): 0 s
- Tiempo de exposición: 1.2 s
- Overlift de eje z: 0.25 m m
- Separación eje z velocidad: 5 mm/s
- Ángulo de rotación: 0 grados
En el examinador de objetos, apague el soporte automático generación luego rebanada y enviar el trabajo a la impresora.
También he unido el archivo de trabajo para el instructivo en caso de no puede ser incomodado con la anterior!
Imprimir:
Siga la Lista de verificación de pre-Print y luego sentarse y ver su impresión de ascua a 440mm/hora.













