Paso 1: calibración
Antes de siquiera empezar afinando cachondeo debemos suponer el hardware de la impresora se calibra y lo mismo es válido para el firmware.
Impresión 3D es bastante lento, por lo que no quieren gastar tiempo en mal estado impresiones, ni en las partes que no coinciden con las dimensiones del archivo 3D.
Para este tutorial voy a suponer una boquilla 0,7 mm en todos los ajustes y filamento de 3,0 mm - se ajuste a diferentes ajustes en consecuencia.
Pero los fundamentos detrás de son iguales y sabes después de leer este Instructable cómo obtener adecuada impresiones utilizando Slic3r.
Sé que hay ciertos archivos Slic3r simplemente no cortar derecho y algunos pueden requerir para usar una máquina de cortar diferente para el trabajo - esto no es parte del Instructable.
Una cosa que cortar se conoce menos que perfecto es el problema del ancho de extrusión.
Como se meten también con calibraciones fijamos ahora.
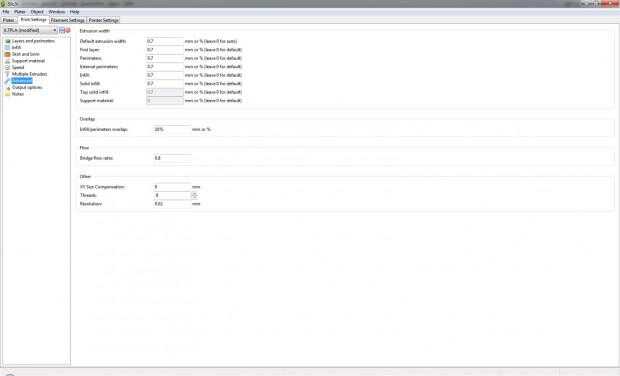
Por defecto todos los ajustes se establecen a «0» y máquina de cortar a veces crea líneas de llenado con 1,2 o más mm si no que se comportan.
Esto causa generalmente cantidades extremas de plástico para ser utilizado durante el puente y llena de sólidos.
La superposición puede ajustarse si es relleno no siempre fundirse con las líneas exteriores o simplemente parece demasiado corto.
El caudal del puente es muy importante para el masticación "C" efecto - se volverá a él.
Entonces ajuste el anterior según su diámetro de la boquilla.
Si no tienes algunos objetos de prueba agradable dimensiones que puede descargar mucho calibración modelos fijos en Thingiverse.
Es mejor empezar con algo sencillo y rápido para imprimir como un cubo de 20mm con paredes delgadas y la parte inferior.
Utilice una velocidad baja para imprimir y medir las dimensiones exteriores.
(Pinzas trabajan mucho para esto, una regla puede no ser lo suficientemente exacta)
Si el cubo de 200m se convierte en más de 20mm en el exterior y las paredes son más gruesas también significa que se saca demasiado filamento.
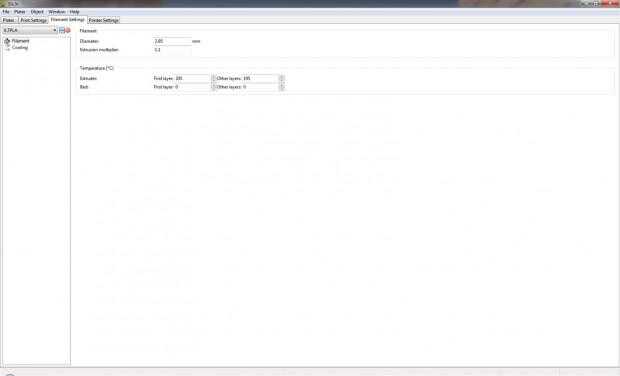
Medí el filamento para ser 2,95 mm de diámetro por lo que ajustar esto.
"Multiplicador de extrusión" es lo que ajusta las variaciones y tolerancias de extrusión, paso a paso y la boquilla.
Así que si sus paredes son demasiado gruesas y el exterior dimensiones grandes también reducir el multiplicador.
Es mejor hacerlo en pequeños pasos, vamos a decir de la anterior 1.1 a 1.0.
Después de cada cambio puede hacer una impresión de prueba y medida.
Una vez 20mm se alcanzan en el objeto para que coincida con el modelo 3D que son buenos ir.
Si las líneas son demasiado delgada o las dimensiones un poco demasiado corto puede incease el multiplicador un poco.
En esta sección podemos también ajustar la configuración para nuestra cama impresión climatizada si tenemos uno.
ABS y otros plásticos no pegarse a superficies frías bien pero también da la deformación durante el enfriamiento.
Encontrar a una temperatura que permite una buena unión, pero no tan fuerte para que siempre tenga desmontar todo para poner la cama en el congelador para bajar su parte.
La temperatura para las capas siguientes deben ser baje y establecer su objeto de impresión no deformación y elevación coners o peor.
Eso está hecho!
Sus piezas deben salir ahora con el tamaño adecuado y cosas que encajan entre sí también lo hará.










