Paso 2: Exportación de código de G en CopperCAM


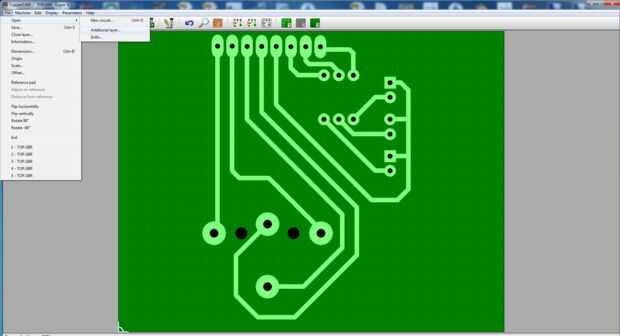



Goto archivos / abrir / nueva circuito.. y seleccione el Capa superior del archivo "Top.gbr"
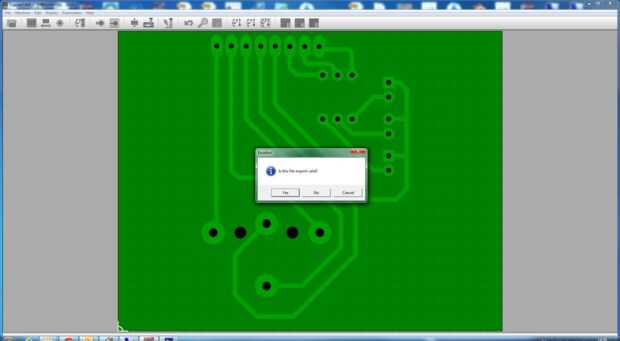
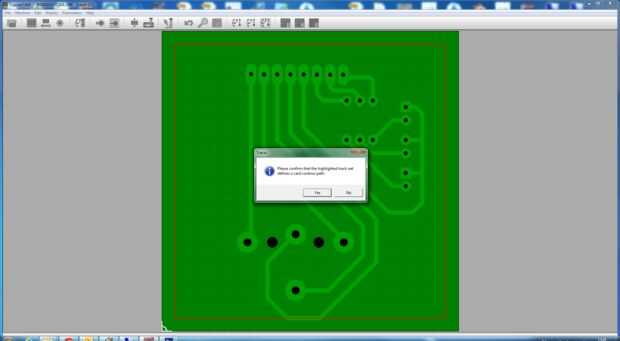
Goto archivos / abrir / taladros... y seleccione el archivo de N/C taladro de archivo "Through.drl" y haga clic en sí si las perforaciones fijas para colocarse correctamente.
Goto archivos / abrir / adicional capa.. y seleccione el archivo de Contorno de la placa "BoardOutline.gbr" y haga clic en sí si contorno de placa buscan colocarse correctamente.
Seleccione capa 6 (recorte de tarjeta)
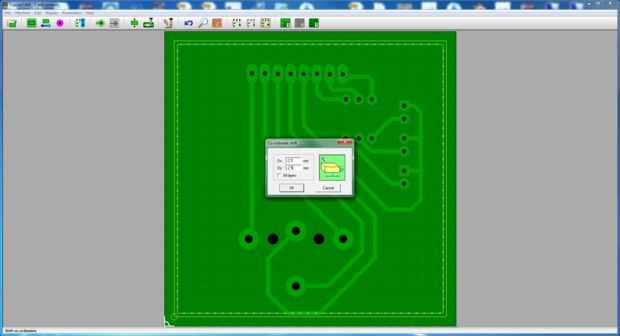
Goto archivos / Offset.. conjunto Dx = - 2,5 y Dy =-2, 5 y haga clic en Aceptar, esto pondrá la disposición del PWB en el lugar correcto en el corte de la tarjeta.
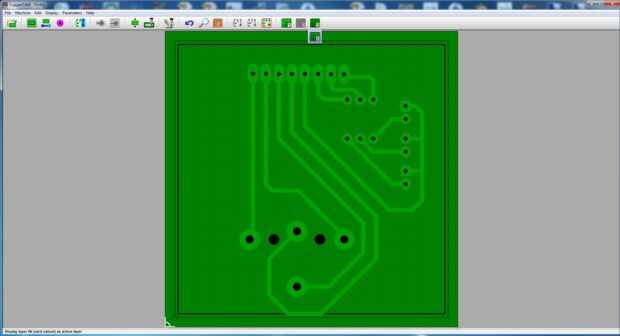
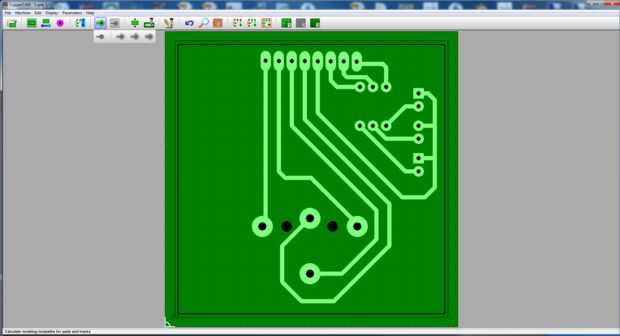
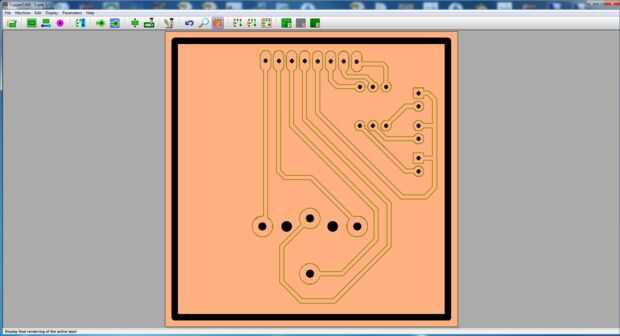
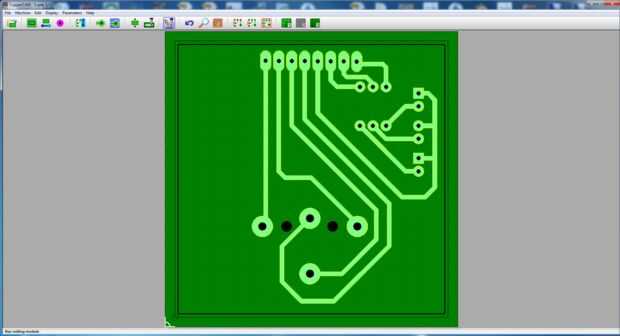
Seleccione el icono calcular aislando las trayectorias de herramienta , seleccione el número de contornos adicionales que la broca grabado correrá abundan las pistas. Yo uso 1 ambos lugares. Y haga clic en Aceptar
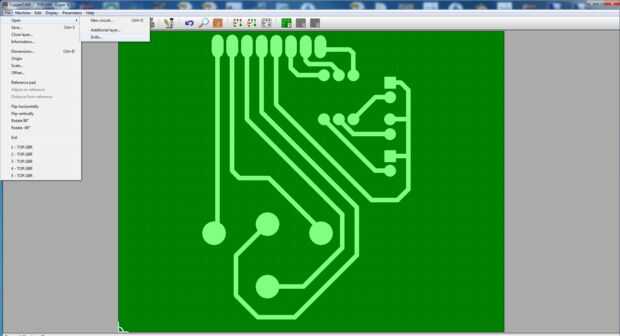
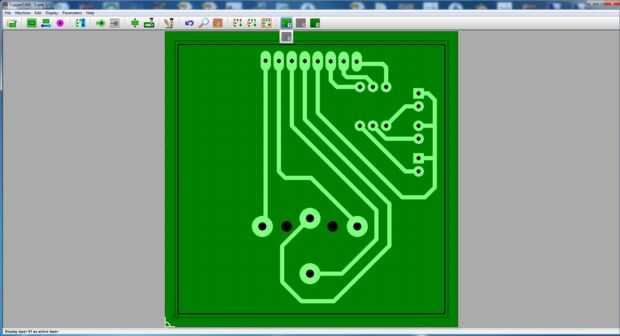
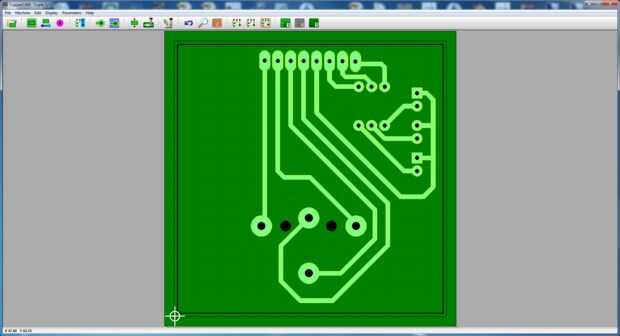
Ahora debería ver cómo se parecen el PCB. La vista desde la parte superior a través de la Junta que debe invertirse. Pero hacemos en el proceso de exportación.
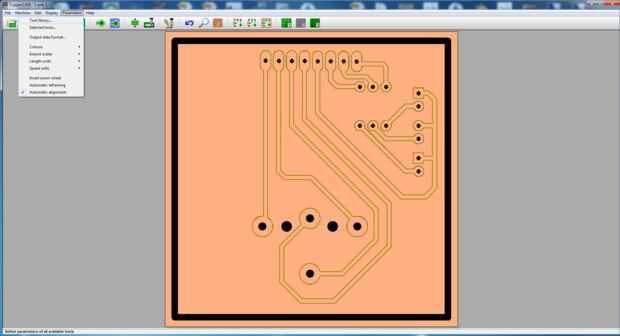
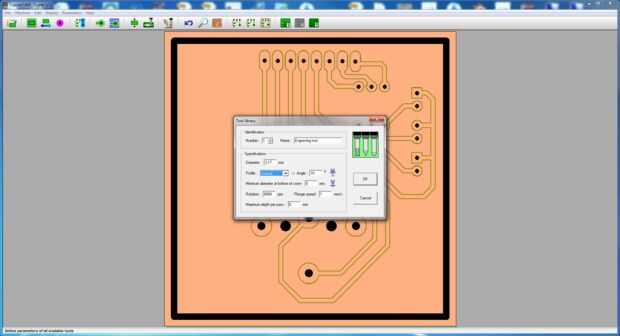
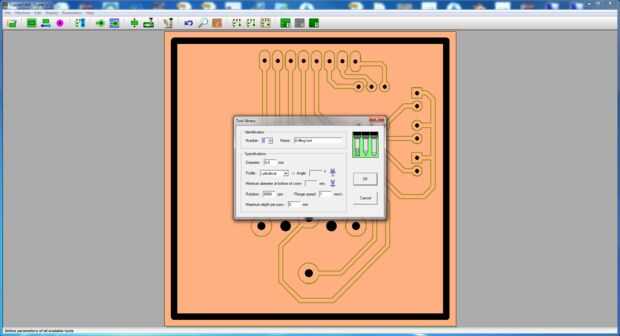
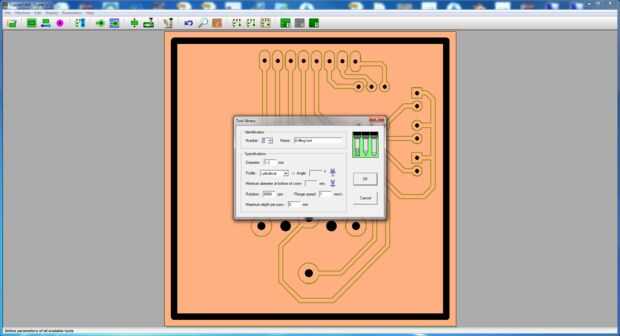
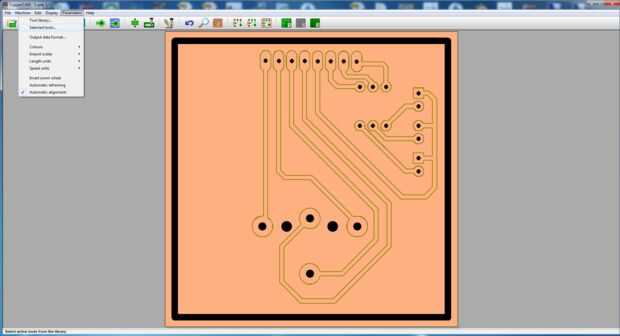
Seleccione parámetros de herramienta biblioteca...
Y el número de herramientas que vas a utilizar.
Para mi ejemplo
1:10 grado V-Bit para el grabado
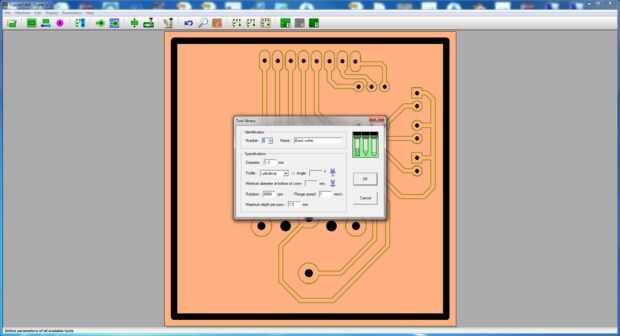
2: 1, 3 mm taladro para cortar
3: 0,8 mm taladro para perforaciones de 0,8 mm de perforación.
4: 1.2 mm taladro para taladrar todos los agujeros de 1,2 mm y aquellos un arco. Por lo que no tengo que cambiar de ejercicios muy a menudo.
Y haga clic en Aceptar
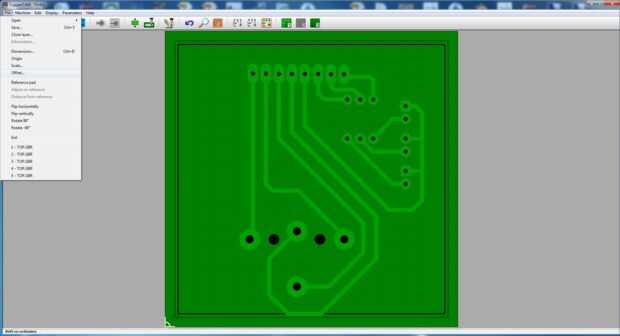
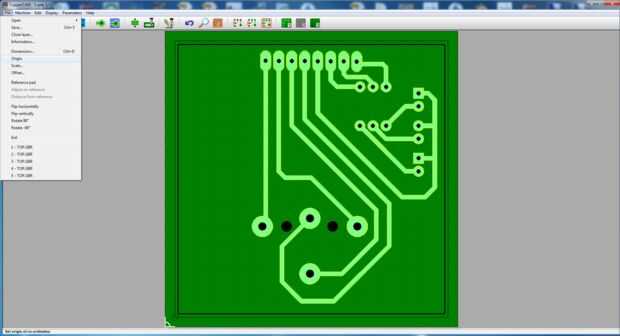
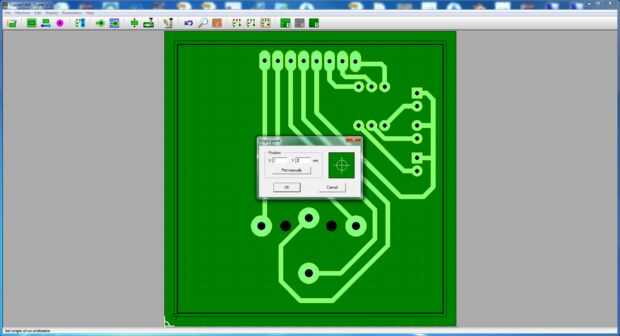
Seleccionar archivo / origen
Ingrese los valores X = 2 y Y = 2 y seleccione OK
Esto va a cambiar el punto de origen donde comenzará la CNC de modo que el punto de partida es donde la esquina del tablero para que usted fácilmente puede colocar a la CNC y no demasiado material de la cintura.
La cruz blanca marca el punto de inicio.
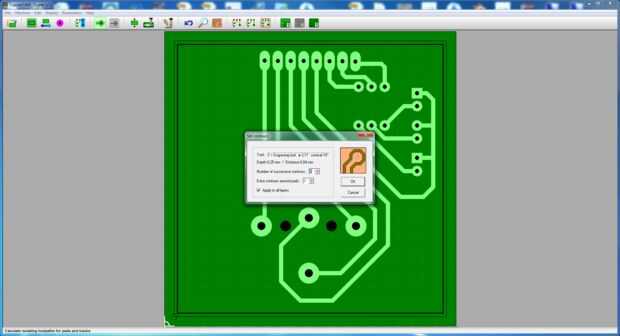
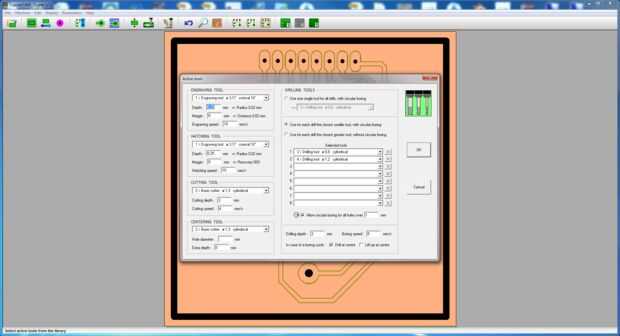
Seleccione parámetros seleccionar herramientas... ella puede cambiar alguna opción en cómo será su código de G con velocidad de desplazamiento y el uso de Bits con más.
Cambiar en herramientas de perforación "utilizar para cada taladro la herramienta pequeña más cercana, con taladro circular"
Y "permitir circular taladro para los agujeros sobre " se encuentra a 1 mm.
En mi configuración, entonces terminará con un archivo de 0,8 mm de perforación y uno de 1, 2 mm y se utilizará el taladro mm 1,2 por todos los agujeros es mayor, esto me ahorra un montón de cambiar brocas ya que puedo hacerlo todo con solamente 2 taladros.
Haga clic en Aceptar
Entonces a los últimos pasos exportando el código G para la herramienta.
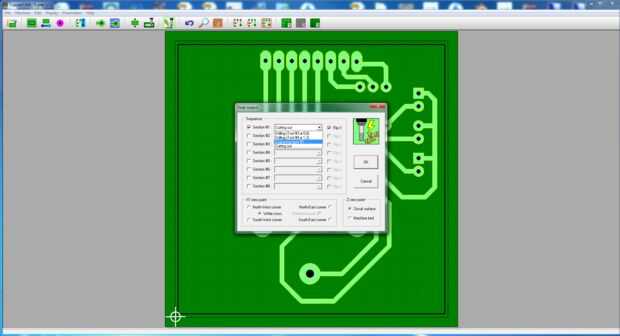
Haga clic en el icono de molino para generar los archivos de salida.
Seleccione la sección #1 y eligió "capa grabado #1" la casilla Flip X .
La inversión del diseño.
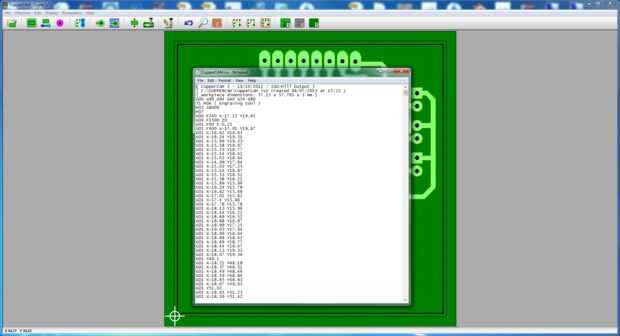
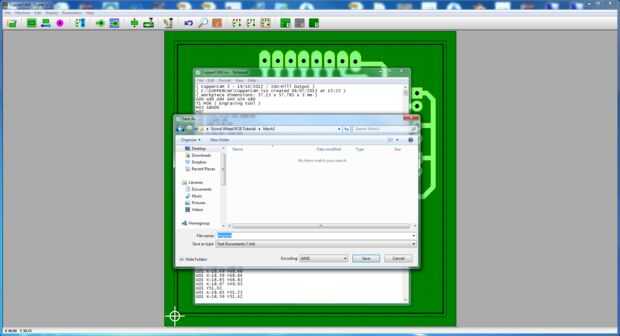
Seleccione Aceptar, Esto abrirá una ventana de Bloc de notas con el código de G para la tarea seleccionada. Excepto, por ejemplo. Como "Engrave.txt".
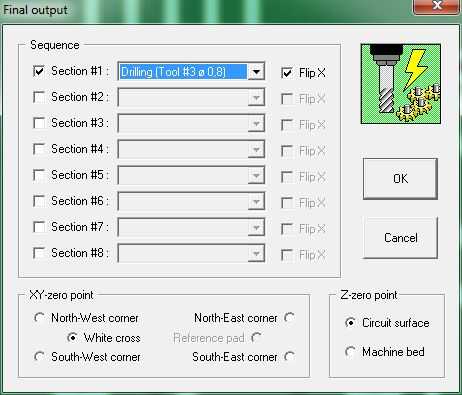
Clic en el icono de molino nuevo y cambie la sección #1 taladro (herramienta #3 ø 0,8) Marque la casilla X Flip .
Seleccione OK, esta voluntad otra vez abrir una ventana de Bloc de notas con el código de G para la tarea seleccionada. Excepto, por ejemplo. Como "drill_08.txt".
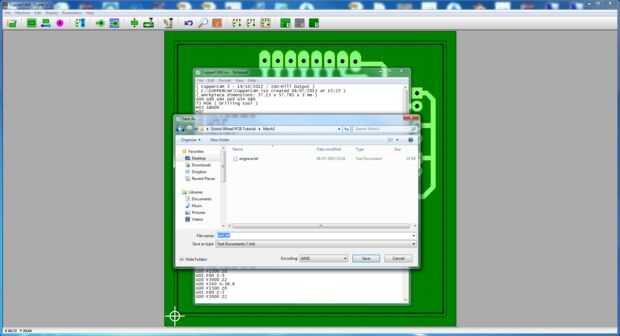
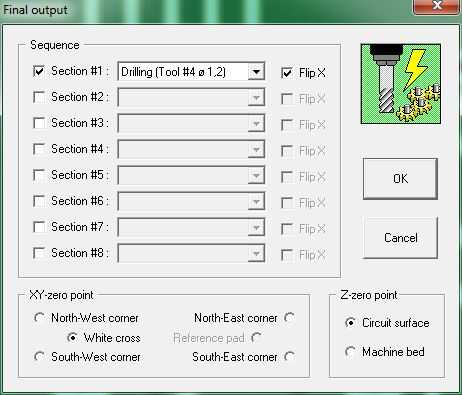
Clic en el icono de molino nuevo y cambie la sección #1 taladro (herramienta #4 ø 1,2) Marque la casilla X Flip .
Seleccione OK, esta voluntad otra vez abrir una ventana de Bloc de notas con el código de G para la tarea seleccionada. Excepto, por ejemplo. Como "drill_12.txt".
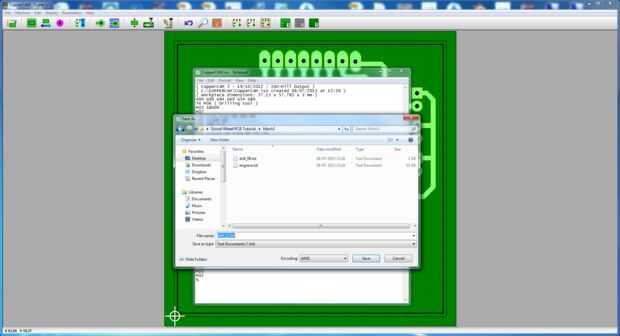
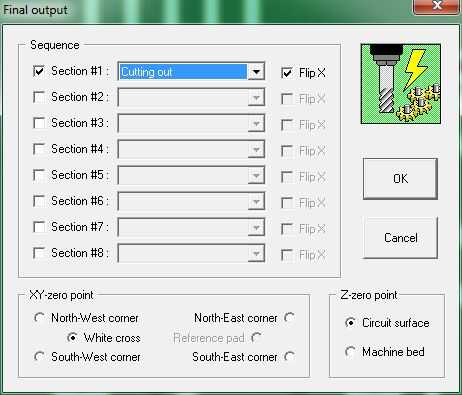
Clic en el icono de molino nuevo y cambie la sección #1 corte a Marque la casilla X Flip .
Seleccione OK, esta voluntad otra vez abrir una ventana de Bloc de notas con el código de G para la tarea seleccionada. Excepto, por ejemplo. Como "Cutout.txt".
Ahora tienes 4 archivos con código G para las tareas necesarias.
Para ejecutarlos en el orden que desee. Pero siempre debe ejecutar el recorte que la última.
Prefiero el siguiente orden.
1: grabar
2: taladro de 0,8
3: taladro 1, 2
4: corte
Ahora comenzar su programa favorito de fresado y prepárate para molino.
Un video de este proceso de mi ejemplo es en el último puerto del vídeo.











")

