Paso 3: Cortar el diámetro externo





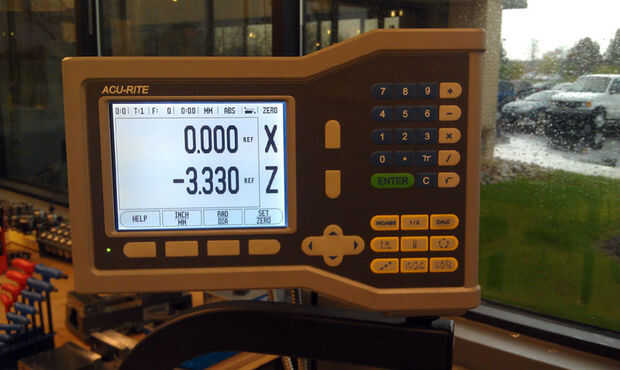


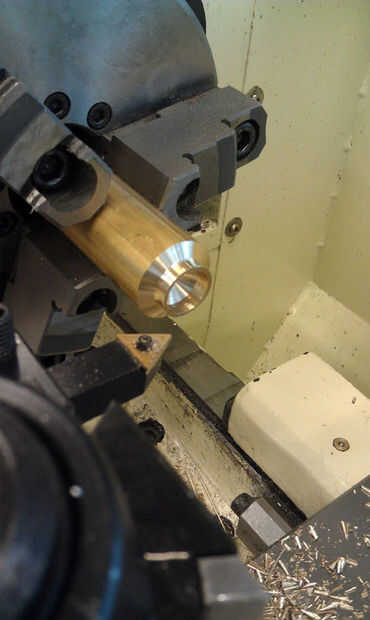
Llevar el punto de corte hasta el borde de tope de la culata. Debe ser perpendicular al material de spinning y también justo debajo de la línea de centro. Yo no soy un maquinista con mucha experiencia pero me di cuenta de que la corte atraviesa "" el punto, de una manera; el corte termina realmente el extremo del punto de paso. En otras palabras, el punto de corte no es realmente un punto solo, agudo como una aguja. Así avanzó la vanguardia en mi material * sólo un poco * llamar que al final de un corte. El punto es * sólo * picando en el borde de tope. Luego configurar el display para X = 0 y Z = 0.
Ejecutar la herramienta de corte muy ligeramente hacia abajo la longitud del material - 0,010"- hasta la superficie. Recuerde que empezamos en 1 1/8"(1,125") de diámetro, entonces quitamos algo como 0,010" así que vamos salimos con 1,115". Cualquier avances en el eje X representa algo * resta * de la * radio * del material. Para quitar el material, plan en que tal vez 0.020 cada pase. Lento y constante. Me aseguré que mi material estaba girando a la velocidad correcta (diagramas de velocidades y alimentaciones!) También usé la alimentación automática de la fresa, que se movía a la velocidad correcta. * UF *
Tan sólo para conseguir un buen concepto de la construcción de su anillo:
-Empieza con el interior diámetro - el tamaño del anillo. Te perfore ese tamaño (un poco más pequeño, realmente.) 0,732"
-Dividir ese tamaño a la mitad, que el radio del tamaño del anillo. 0,366"
-determinar cómo "gruesa" que desee el anillo. 0.08" tal vez. Piensa en tu anillo como la "radio del anillo de tamaño más 0.08" "Total = 0,446"
-Así que ahora, cuando se mueve con su cortador, creo:
"Comencé con 1.115" diam de material limpio; es 0,5575" en radio. Quiero ser izquierda con un anillo que es 0,446" en radio. Así que lo muevo en 1,115"- 0,446" en el eje X - que es 0,669""
¿Usted conmigo? Pensando de esta manera encontrará esta mucho más cerca de CNC, también.













