Paso 5: Estallido hacia fuera
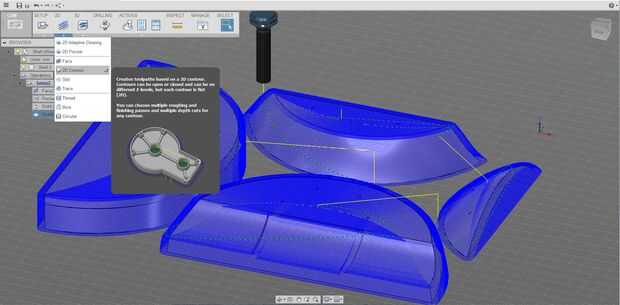
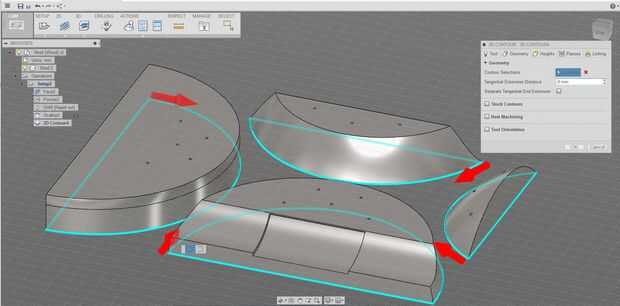
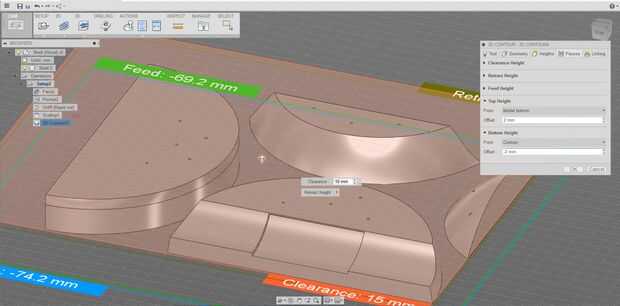
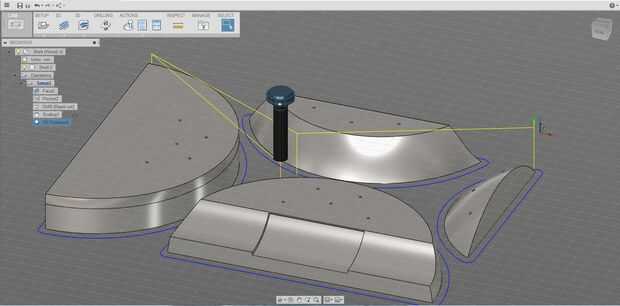
Sólo izquierda de lo que fue una pasada final con el bit de desbaste para liberar las piezas de la parte inferior del bloque. Esto último, como un camino por separado, así que podría hacer que las piezas estuve cortando hacia fuera fueron todavía pegados a la mesa con la cinta de doble cara después de todo los otros pasos. Este fue un camino fácil. Todo lo que tenía que hacer era seleccionar las caras de cuatro del fondo y asegúrese de que solamente pasar una vez, con una altura inicial de 2mm por encima inferior plano del modelo y una altura acaba un par de mm por debajo del plano inferior.
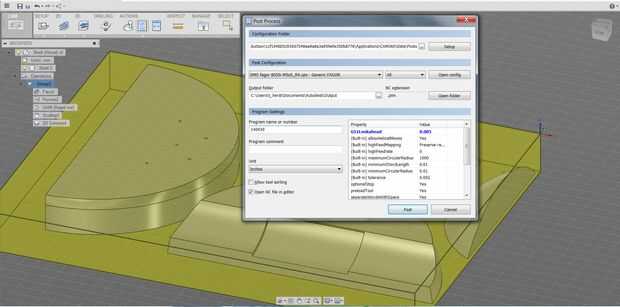
Y eso es todo. Entonces podría correr el script de Post proceso en el menú de acciones para comenzar a exportar algunos G-Code. En las opciones de exportación de Post proceso, tuve que seleccionar pulgadas para las unidades ya que, a pesar de que se puede generar código g en pulgadas y milímetros, algunas de las rutinas previamente programadas en la máquina que estaba usando eran codificado a pulgadas, así que tenía sentido usar pulgadas a lo largo de. Además, tenía que asegurarse de que el programa número y nombre de archivo se compone de exactamente 6 dígitos numéricos. O bien no se muestra en la máquina. Y, aumentar el valor de G51Lookahead a algo como 0.002 o 0.005 aceleró el proceso de fresado. El código G51 es realmente un valor de tolerancia hacia adelante. Se trata de cuán cerca la cabeza de la máquina tiene que llegar a un objetivo antes de que comience el próximo movimiento de ejecución.
")



")




")
")


