Paso 2: Las herramientas necesarias y el procedimiento para la preparación de la soldadura.




Sierra grande
Archivo ovalada
Archivo plano
Escofina de archivo
Lima redonda pequeña
Lima redonda grande
Papel de esmeril grano 80-100, papel de esmeril de grano 320.
WD40 /Thinners/ negro-rotulador
Taladro y brocas y granete
Martillo y Cincel plano pequeño o un destornillador
Lijadora de banda pequeña [ser cuidado no perdona]
TIG soldador 150 amperios y barra de aliado de 1,5 / 2mm con 5-10% magnesio
Hotwash o Karcher hidrolavadora para limpiar.
Cadena o eslinga
Tuerca y perno largo.
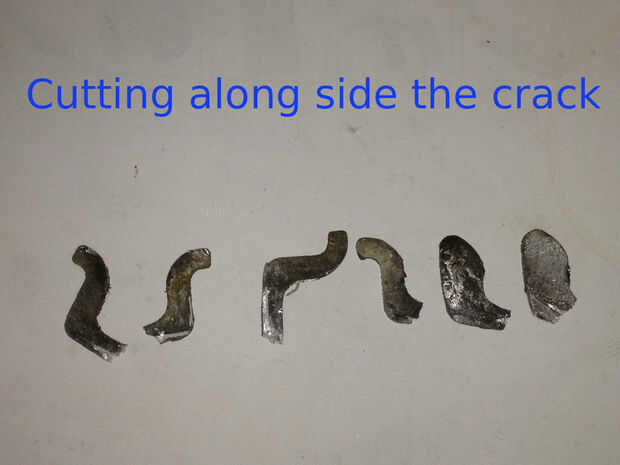
Primera mantenga aleación rueda después de la inspección del Crack y vio a un lado del Crack [aproximadamente 1/16 el paralelo a él]. Luego con un destornillador o punzón plano lo embromar hacia fuera golpeándolo con un martillo... Usted debe terminar con un hueco y una pieza que se asemeja a [imagen 2] y una brecha [imagen 3]
Ahora tenemos que encontrar el final de la grieta que generalmente se detiene en el grano de 1" de la llanta borde y [URL] a él... Perfore un agujero aquí con una broca de 13mm [lentamente] pero no derecho a hacer lo mismo con la parte inferior. Ahora hacemos un valle superior y el inferior dejando [2mm de espesor] imagen 4-5, muestra que también depende del grosor del perfil. [2] muestra diferentes cuñas que corté de un montón de trabajo. La razón de esto es que mejor soldabilidad [soldadura de raíz]...
Entonces tenemos que romper la capa superficial con una lijadora de archivo y o cinturón gruesa [sólo utilizo un archivo y papel de esmeril grueso] aluminio soldadura es quisquilloso y todo tiene que ser pintura, grasa y aceite libre!!!!!! especialmente nuestro Crack!
Ahora tenemos que calentar previamente a esto, podemos hacer con un lavado en caliente y luego a fuego suave con una antorcha grande [sólo para tomar el frío hacia fuera así nuestra aleación es no un calor esponja!!!!!!













