Paso 3: El cuerpo principal
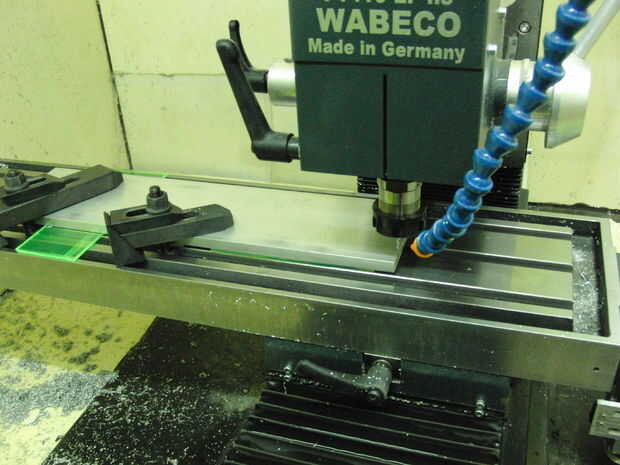


Cero el molino sobre el material
E inserte una fresa plana de 3mm con corte de centro
Iniciar la secuencia de fresado
Molido esta parte con un molino de ranura carburo sólido de 3mm 3flute centercutting 7000 rpm y una velocidad de avance mínima de 150mm con un montón de enfriamiento líquido, (etanol techinical desnaturalizado 99% con 3% iso propanol, por lo que en realidad el 96% de etanol con el 3% de IPA y 1% probablemente agua)
Carga stap 2 molino de punta plana 6mm
Cero la altura de la herramienta y ejecute la secuencia de fresado
He utilizado un centro de carburo sólido de 6mm 4 flauta corte molino de ranura, 3000 rpm 300mm min velocidad de avance y un montón de líquido de enfriamiento.
El líquido de enfriamiento cuando el fresado de aluminio no es tanto para el enfriamiento de la pieza como para la el mantenimiento de aluminio se pegue a la herramienta de corte. para mí etanol funciona muy bien, deja sin manchas, no se oxidan y no otros residuos. También se lava rápidamente y se evapora rápidamente. A diferencia del uso de aceite para que se pegue en tu parte probablemente para siempre.
Después de que la máquina molido hacia fuera del círculo de centro me detuve el programa sólo para un poco a la parte en el otro lado para que no salgan despedidos durante el corte de.
Cuando se hizo el parte, cepillado.
Los agujeros perforados y grabados el hilo.
Para golpear ligeramente engañé usando un taladro de mano
Para los dos soportes pequeños vea el siguiente paso













