Paso 3: Impresión en ascua



Objeto de prueba pequeño
Un pequeño objeto de prueba, enfocando sólo el 1 y 2 píxeles ancho línea patrones, fue impreso. Después de un considerable número de intentos fallidos, probablemente debido a una ventana nublada de PDMS en la bandeja de resina, una serie de ajustes en emberprinter.com (en la página de configuración de impresión, debajo de 'show advanced settings') que dieron lugar a impresiones consistentes para el objeto de prueba más pequeño fue encontrada (ver archivo adjunto). Sospecho que el aspecto de estos ajustes que era más crítico fue el tiempo de exposición de 3,5 segundos para las capas de modelo. Cambiando este parámetro de 2.5 a 3.5 segundos, todos más constante, hace la diferencia entre fracaso y éxito impresiones.
Es poco probable que estos establecimiento trabajará de diferente geometría, y gran parte de la dificultad se presentó desde una ventana PDMS manchada nublada o no.
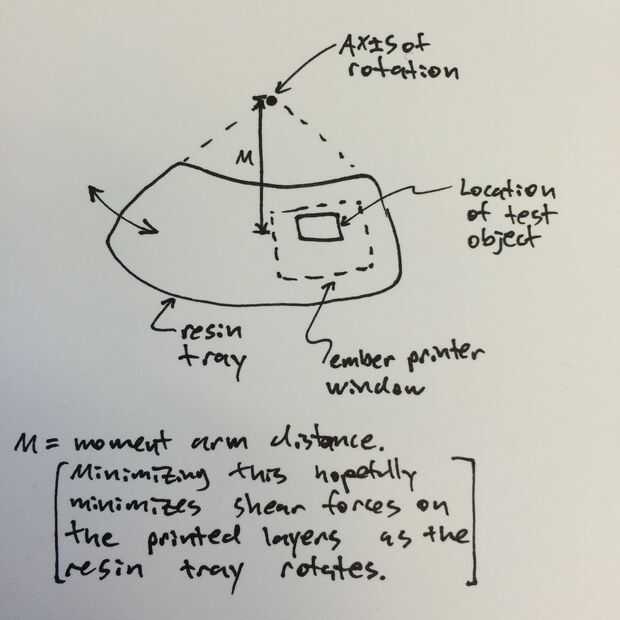
Además de estos ajustes, el más pequeño objeto de ensayo se colocó lo más cerca del eje central de ember como sea posible, para reducir el brazo de momento, y la velocidad relativa entre la superficie de la impresión y la ventana que gira para separar una capa de curado de la ventana (ver imagen dibujada de la mano)
Objeto de tamaño completo de la prueba
El objeto de la prueba de tamaño completo, sin la forma cónica, también fue impreso en ascua. La impresión solamente acertada ocurrió en una nueva ventana PDMS, con una cabeza de estructura de aluminio anodizado. Los ajustes eran idénticos a los del objeto de prueba pequeña muestra en las imágenes y en el ajuste impresión archivo excepto que el tiempo de exposición del modelo fue aumentada a 4 segundos. La calidad de esta impresión es notablemente mejor que la de la forma-1 o el objeto de prueba pequeño impreso con la ventana PDMS dañada.









")



