Paso 13: Verificar código
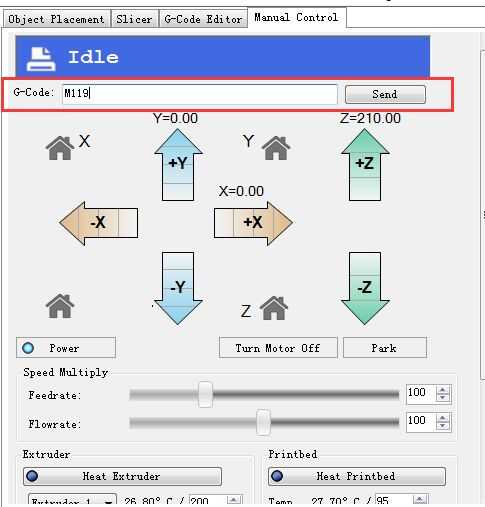
1. verificar el tope antes de corre el riesgo de daños, debe probar si se ha configurado correctamente la punta de prueba de z. Envíe el comando M119 verificar el tope primero.
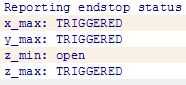
* x_max, y_max, z_max es para el tope:
Si se activa el tope, se activa la regeneración;
Si el tope no está accionado, la respuesta es abierta.
z_min es para la punta de prueba:
Cuando se coloca la sonda, la regeneración es abierto;
Cuando la sonda está conectada, se activa la regeneración;
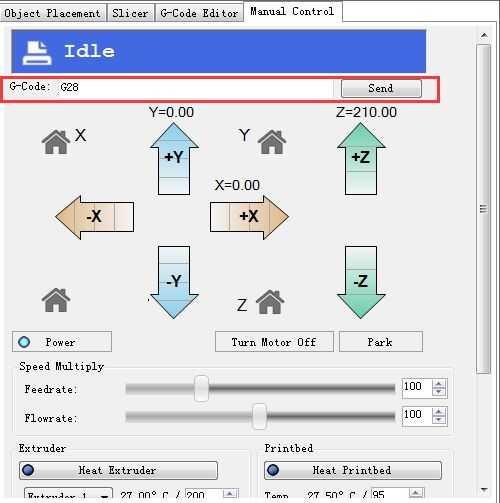
2. Verifique el Homing enviar G28 o haga clic en el icono Inicio para autoguiado hacia el blanco la impresora.
Verá el X/Y/Z subir hasta que lleguen los topes.
Luego que baje un poco y golpeó otra vez los topes antes de que dejen (que es para aumentar la precisión de la impresión).
Inconvenientes y soluciones: el eje no se detuvo después de golpear los topes.
Por favor verifique si coincide con la conexión de los cables de los topes de eje X/Y/Z.
Nota: a diferencia de otras máquinas, aquí no es el origen (0,0,0) pero (0,0, MANUAL_Z_HOME_POS)
3. obtener las coordenadas presentes M114 enviar comando para obtener las coordenadas presentes después de autoguiado hacia el blanco, usted puede conseguir
FW(0,0,MANUAL_Z_HOME_POS)
MANUAL_Z_HOME_POS
Esta es la distancia entre la boquilla y la superficie de impresión después de autoguiado hacia el blanco.
")
")





")
")


")