Paso 1: Calibración, impresión y limpieza
El juguete fue diseñado para ser impreso sin apoyos y a encajar de la cama de impresión. El actual proceso de impresión 3D, todavía requiere un poco de toque humano para que bien. Pero ya sabes.
Suponiendo que una feria de familiaridad con el proceso, vamos a calibrar los ajustes de filamento para que todas las piezas de este conjunto pueden caber juntos como se pretendía. ¿Por qué? No todos los filamentos se hacen lo mismo, y sus diámetros pueden variar mucho entre fabricantes e incluso entre colores. Para obtener impresiones que encajan bien con los demás constantemente, tenemos que calibrar los filamentos a una unidad estándar.
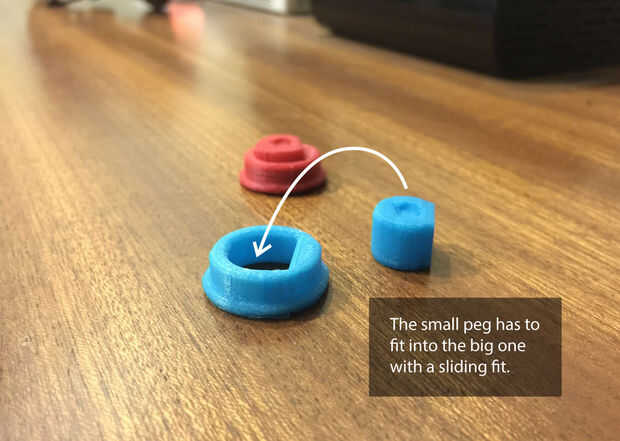
Calibrado (Figura 1)
Imprimir el archivo calibration_puck en la carpeta "Calibrado" con un relleno de 15% y sin soportes/balsas. La idea es conseguir las dos partes del duende malicioso para caber junto con un ajuste descrito en términos de ingeniería entre "apretado" y "desplazamiento" y deben ser capaces de encajar en cualquiera de los dos extremos. Este paso requiere que usted a meterse con un par de ajustes de la máquina de cortar (caudal / Diámetro del filamento). Una vez que se imprime el primer duende malicioso, intentar encajan entre sí y buscan los siguientes resultados
- Las piezas se encajan bien de ambos lados: el caudal es en una buena relación y la altura de la cama es óptima. ¡Buen trabajo!
- Las piezas encajan juntas de un lado, no el otro: significa que tienes un ajuste de tasa de flujo, diámetro de filamento buena, pero la cama está demasiado cerca de la hotend haciendo las primera pocas capas para aplastar juntos demasiado. Ajustar la altura de la cama hacia abajo o añadir un desplazamiento de z en su máquina de cortar.
- Las piezas encajan bastante libremente: aumentar el ajuste de tasa de flujo en un 3% e imprimir el disco otra vez.
- Las piezas no encajan en absoluto: disminuir el ajuste de tasa de flujo en un 3% e imprimir el disco otra vez.
- La impresión sale de la cama antes de la terminación: la cama está demasiado lejos de la hotend. Si usted encuentra que la altura de la cama no es el tema aquí, tenga que ver con el filamento o la superficie de la cama. Kapton cinta + cama caliente es una gran solución para PLA. RepRap los foros son un gran recurso para problemas generales de impresión.
Este es un paso que se repite para cada nuevo filamento. El aspecto positivo es que puede guardar un perfil separado en la máquina de cortar de cada filamento y utilizar el perfil cuando reutilizando un filamento ya calibrado. Para ello, una vez que tengas el valor de la velocidad de un buen flujo, aumentar el diámetro del filamento ajuste en la máquina de cortar el mismo porcentaje como la reducción en la tasa de flujo (y viceversa) y guardar el perfil de filamento. Una cosa es tomar nota de - cuando corte con un perfil de calibrado, asegúrese de que usted pone su caudal a la nominal (1.0/100%).
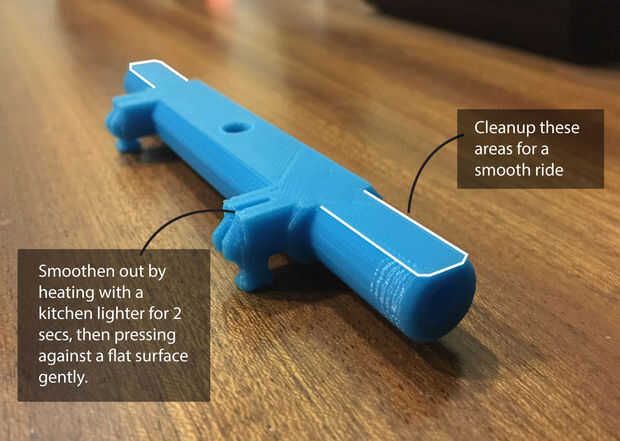
Impresión y limpieza (Figura 2)
Para calibrar el filamento. ¡ Felicidades, has completado el paso más difícil en este completo tutorial. A partir de la impresión.
Rebanar en un grueso de la capa 0,2 mm con un promedio 45mm/s velocidad de impresión da un buen equilibrio de la velocidad y calidad. Un relleno de 15% es más que suficiente en la mayoría de los casos, dependiendo de si la impresora es buena en tender un puente sobre boquetes. Ese número puede incrementarse si tiene agujeros en las superficies de impresión superior.
Cuando las impresiones están hechas, su tiempo para comprobar las piezas de bordes afilados y lisa hacia fuera. Seguramente habrá algunos para la superficie que fue tocar la cama. Ahora, puede limpiar esto usando una navaja/archivo/papel de lija - también conocido como el camino duro - o una cocina de gas más ligero para calentar solo el borde durante 1-2 segundos y luego sólo hay que poner el pulgar sobre la superficie ligeramente. Esto puede tomar varios intentos para que bien pero este es el más rápido y la manera más limpia de hacerlo. Un pequeño problema con esta técnica es que puede oscurecer la zona dependiendo de la llama. Tenga cuidado aquí no calentar la parte demasiado o podría quemar el dedo.













