Paso 9: Fabricación de engranajes






Los más pequeños engranajes epicicloidales son engranajes stock disponibles de fabricantes como Martin o engranaje de Boston. Los más grandes, sin embargo, fueron de corte personalizado en el chorro de agua. Porque el chorro de agua corta un perfil biselado y es incapaz de cortar con más. 030" exactitud (YMMV, pero esa es mi experiencia) me dise que los engranajes en Autodesk Inventor para incluir sobre.020 de contragolpe. También era capaz de diseñar engranajes no estándar diametrales de la echada, que me permiten alcanzar distancias de eje a eje específicos en particular relación de engranajes con el compromiso de diente teóricamente perfecta, en lugar de diseño las ratios o el eje distancias alrededor de valores diametrales de la echada.
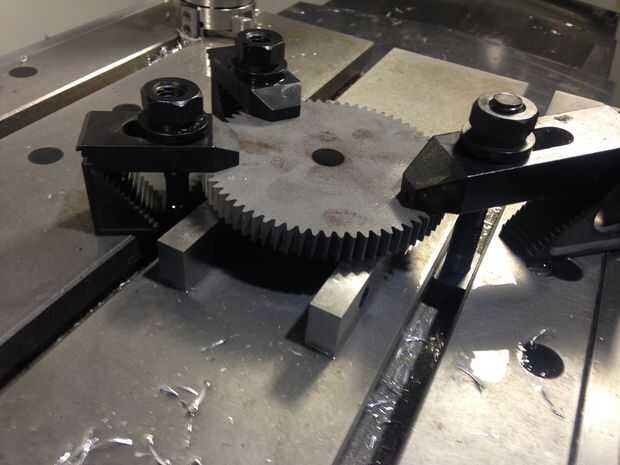
Me encontré con que chorro de agua corte trabajados mejor con echadas diametrales de ocho y por debajo de los engranajes. Después de cortar los dientes y un bruto agujero demasiado pequeño en el chorro de agua, se usa un molino vertical para producir el diámetro hasta el tamaño, luego utiliza una prensa de árbol y brocha para cortar un chavetero para trabar el engranaje al eje.
La excepción a este proceso se muestra en el cuadro final de engranajes que permiten el montaje sobre las bridas de transporte muere con tornillos, en lugar de un eje.










")
![Diseño y construcción de una canoa de vela de estabilizadores de luz, capaz de auto-top [actualización en marzo de 2016]](https://foto.askix.com/thumb/170x110/c/3e/c3ef48e18c2c32a5b147a0240421ce3b.jpg "Diseño y construcción de una canoa de vela de estabilizadores de luz, capaz de auto-top [actualización en marzo de 2016]")

