Paso 7: Die fabricación de carro
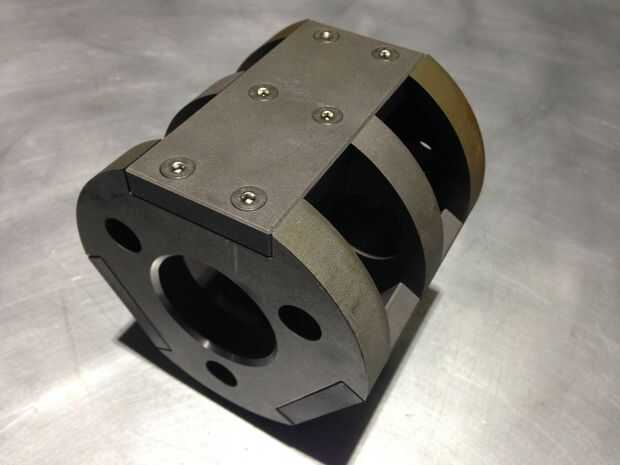













Comencé por fabricación de ambos carros muere. Las placas de carro tres lóbulos y las placas rectangulares de lazo que les unen fueron cortadas de acero de la placa en el chorro de agua, como se muestra en el video. Las placas de extremo son diseñadas para tener un eje corto que resalta de ellos que se basa en bloques de la estructura carga. He creado este eje por el orificio del áspero en el chorro de agua en el molino vertical, terminando primera ampliación a un diámetro exacto y adición de un chaflán a ambos lados de la misma. Entonces giré apareamiento piezas en el torno que se acerca. 001" más grande que los agujeros. Estas piezas también tenían coincidencia de chaflanes.
Usé una prensa de husillo hidráulico para insertar el eje de "copas" en las placas de extremo usando alrededor de 5000 libras de fuerza. Después me TIG soldado con autógena las placas y copas juntos, usando los chaflanes correspondientes para asegurar la buena penetración de la placa de acero. Limpiar las soldaduras de la parte trasera con un molino de cara, luego hacia abajo las copas con el diámetro final en el torno.
Usando los puntales torneados como mi referencia que era capaz de crear los orificios a través de los puntales que los ejes de transmisión pasar y llevaba las tres áreas más pequeño empotrado para los rodamientos de eje de rodillo muere. Porque es fundamental que los rodillos del dado un radio constante del centro de la rotación del carro de tintas, utilizando el eje dado vuelto como mi referencia era importante.
Terminé las placas de amarre en el molino vertical, frente a chaflanar todos los lados y los seis agujeros para los tornillos que fijan a las placas del carro de perforación/avellanado.
Utiliza el chorro de agua para cortar una pequeña plantilla que me permite sostener las placas de carro en el extremo de la mordaza para que podría utilizar el molino vertical para taladrar y roll-tap los orificios para los tornillos de la placa de lazo. Este fue un proceso lento en tres configuraciones por placas y seis platos, si hubiera tenido acceso al muñón de eje 5 TR-160 en este momento que el trabajo se podría haber hecho en una configuración por placa.
También cometí el error de golpear ligeramente los agujeros para las placas de Unión antes de soldar los puntales. El calor de la soldadura calienta los hilos lo suficiente para que el hilo de ajuste notablemente más restrictivas. Persiguió a los 36 hoyos con la mano para solucionar este problema.
El paso final en el montaje de los carros de morir era utilizar el árbol para presionar el die eje y cojinetes del eje en cada plato.










")
![Diseño y construcción de una canoa de vela de estabilizadores de luz, capaz de auto-top [actualización en marzo de 2016]](https://foto.askix.com/thumb/170x110/c/3e/c3ef48e18c2c32a5b147a0240421ce3b.jpg "Diseño y construcción de una canoa de vela de estabilizadores de luz, capaz de auto-top [actualización en marzo de 2016]")

