Paso 15: Calibrar la extrusora
Antes de fijar el extremo caliente de la extrusora debe calibrar el número de motor pasos para sacar una cantidad de filamento (probamos 100mm). Abra el archivo marlin.ino y en la ficha configuration.h buscar la línea:
#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,4000,760*1.1} / / defecto pasos por unidad de ultimaker
Ya hemos cambiado esta línea para obtener el número correcto de pasos para el eje z. Cambio el 760 * 1.1 450 y subir el archivo a Arduino. Mueva el eje z hacia arriba hacia la parte superior y una longitud de 200mm del filamento en el estirador y viento abajo por lo que sólo sale de la parte inferior. Utilizando una regla o pinzas de medir hasta 120mm de la parte superior de la rueda loca de la extrusora y coloque una marca sobre el filamento. Iniciar Pronterface y conectar a la impresora.
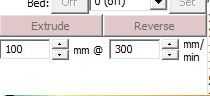
Bajo el botón extrude cambia la cantidad a 100mm y la tasa de cambio a 300 mm/min.
Haga clic en el botón "sacar" para sacar lo 100mm del filamento.
Medida desde la parte superior de la rueda loca de la marca para averiguar la cantidad que sacó. es decir, si mide 30mm entonces la cantidad real sacada es de 90mm (120-30 = 90)
Use esta fórmula para obtener el nuevo valor para los pasos por unidad:
new_value = old_value * (100 / actual_amount_extruded)
Utilizando el ejemplo anterior entonces... 450 * (100/90) = 500
Tan en Marlin reemplazar 450 500 e inténtelo de nuevo. Guardar y cargar los cambios en el Arduino. Debe ser capaz de conseguir en un mm hacerlo 2 o 3 veces.
El número final fue 472 - pero se basará en el engranaje, el etc. de la extrusora.
Si el filamento no saca correctamente Asegúrese de que el perno de hobbed está alineado correctamente con el agujero para el filamento - si no acuñe con arandelas según sea necesario. También trate de ajustar la tensión de los resortes más ociosos - que sean demasiado apretadas o flojas.








")



")
