Paso 17: Calibración antes de la primera prueba de impresión.



En esta etapa de nuestra fabricación realmente no hemos hecho mucha calibración excepto la extrusora y el eje z debajo de la línea #define DEFAULT_AXIS_STEPS_PER_UNIT .
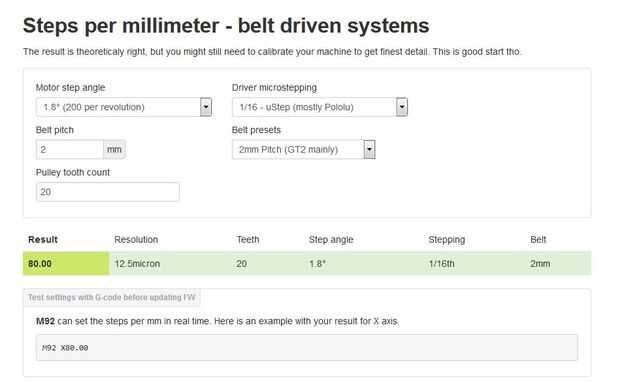
Para encontrar los "pasos por unidad" para el eje X, Y y Z se puede utilizar Calculadora de RepRap de Jozef Prusa. Para las X y eje Y utilizamos una polea GT2 con 20 dientes. El ángulo de paso motor es 1,8 grados y configuración para micro paso de 1/16 (recordar que 3 puentes en el conductor en las rampas). Así que usando esos valores en la calculadora obtenemos un valor de 80 para X e Y.
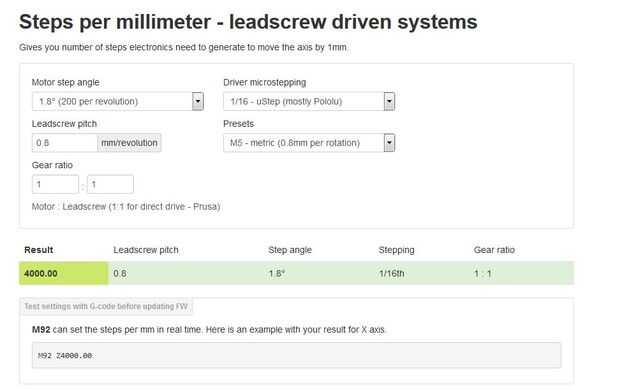
En un paso anterior cambiamos el valor de z a 4000. Esto fue encontrada con los pasos por milímetro - sistemas accionados por husillo. Otra vez - 1.8, picking M5 a 4000y 1/16.
El valor de la extrusora se encontró según el paso anterior extrusión de 100 mm del filamento y calculando el número de paso correcto. Para que nuestro eje predeterminado final pasos por línea de unidad se ve así:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,473}
Va X, Y, Z, E
Para que nuestro eje z fue movido cerca de la parte superior del eje y mide la distancia entre la parte superior de los extremos de la X y el eje superior de montaje en cada lado, entonces cuerda manualmente un motor por lo que la medida era el mismo en cada lado. También puede ver la barra suave del eje x a lo largo de la parte superior del marco para ver visualmente si es paralelo.
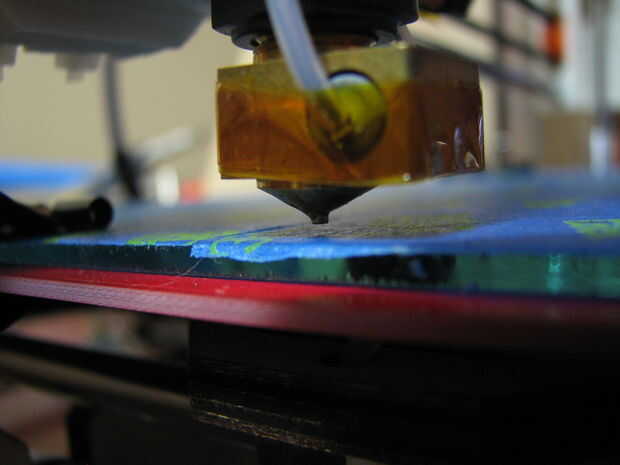
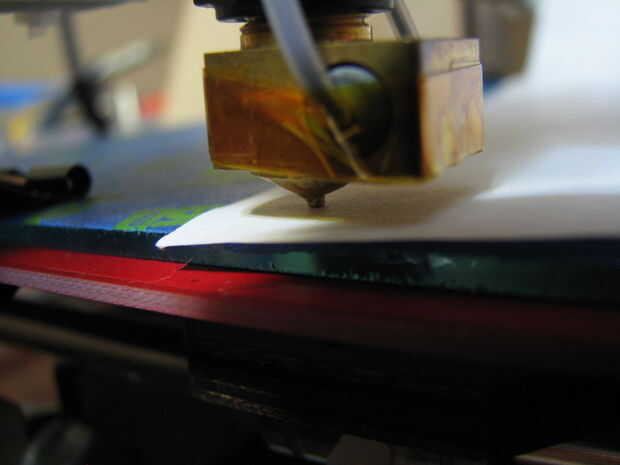
A continuación pasamos el eje a la posición a nivel de la cama. Desde la posición mueva el eje z hacia abajo así que puedes deslizar un trozo de papel entre la boquilla y pintores cinta sobre el vidrio, luego mover la cama hacia adelante todo el camino y ajustar el tornillo M3 por lo que el papel sólo se desliza entre la boquilla y la cinta. Mueva la boquilla/cama a las cuatro esquinas haciendo lo mismo hasta que es uniforme. Usted tendrá que recorrer un par de veces para conseguir la correcta. Es importante conseguir la cama como nivel posible como la primera capa de la impresión tiene que ser lo más preciso posible como cada otra capa se construye encima de esto.
El paquete de Pronterface descargado en el paso 10 incluye "Slic3r" este tiene un 3d del modelo y genera código G. Rebana el modelo 3D en las capas de la impresora 3D. Empezar a Pronterface y haga clic en "Configuración" y luego "Configuración de corte"
Esto comenzará a Slic3r. Si se inicia con un asistente de configuración vaya a través de él, si no haga clic en "Ayuda" luego "Asistente de configuración".
Tipo de firmware = RepRap (Marlin/Sprinter/Repetier)
Cama = 200mmx200mm
Diámetro de la boquilla = nuestro es .35mm
Filamento de diámetro = 3mm
Temperatura de extrusión = utilizamos 200C
Temperatura de la cama = 60 ° C








")



")
