Paso 1: Métodos y experimentos
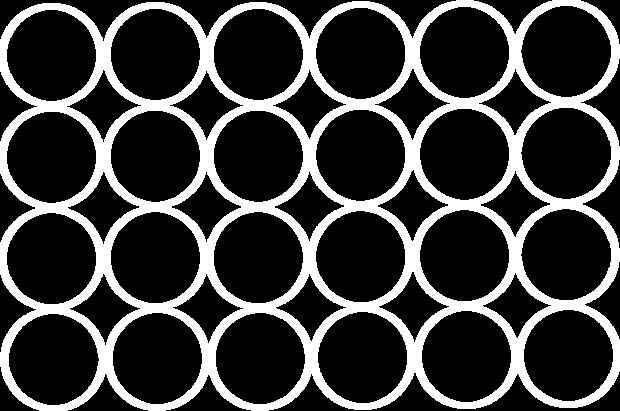



Nuestros experimentos iniciales con control totalmente manual del hardware y una serie de círculos para un patrón de exposición rindieron resultados asombrosamente prometedores (véase arriba). Mediante el uso Z-etapa de brasas para bajar una plataforma de construcción en una piscina de 100um de resina en un tiempo (con pausas variables de segundo o menos entre movimientos debido al control manual), hemos sido capaces de construir una geometría algo sólido a una velocidad de construcción de aproximadamente 120-150 mm/hr.
Después de estos resultados iniciales, Cappie Pomeroy (cappiep) desarrolló un flujo de trabajo y un script en python (adjunta) para automatizar el control del prueba hardware. Con esta plataforma de hardware y control, se investigaron los siguientes parámetros del proceso y sus efectos en las siguientes resinas:
Resinas:
- PR48 (resina de prototipos estándar de Autodesk, viscosidad de 183 mPa·s)
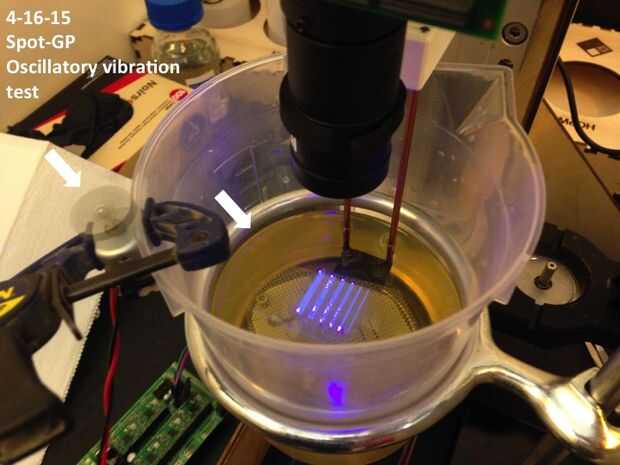
- Punto-GP resina los materiales punto A (63 mPa·s)
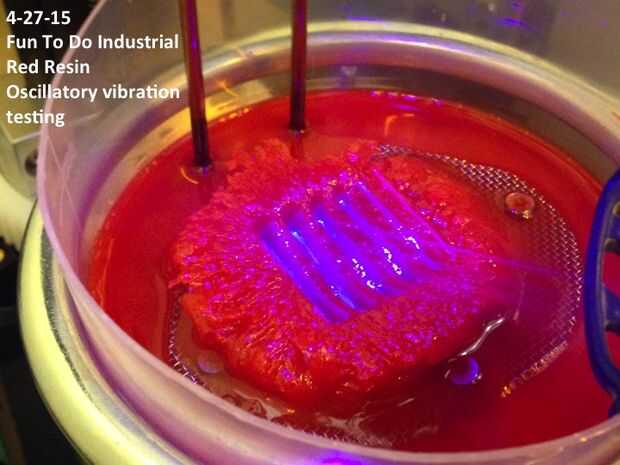
- Divertido hacerlo Industrial mezcla resina rojo (viscosidad no mide, pero entre que PR48 y punto-GP)
- Resina de baja viscosidad casero formulado por químico de polímeros de equipo brasa Brian Adzima (viscosidad no mide, pero casi 60 mPa·s)
Parámetros del proceso:
- Continua construcción de velocidades de entre 100mm/hora y 500mm/hora
- Estructura discreta, capas de velocidades de entre 100mm/h y 350mm/hr
- Exposiciones continuas
- Exposiciones discretas, cerradas
- Interfaces de luz incidentes de líquidos
- Sonicación de la resina
- Vibración oscilatoria resina
- Ciclos de inmersión
- Plataformas de compilación inclinado
- Malla de construcción de plataformas
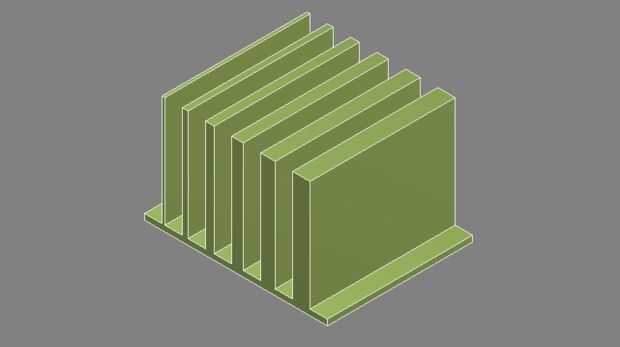
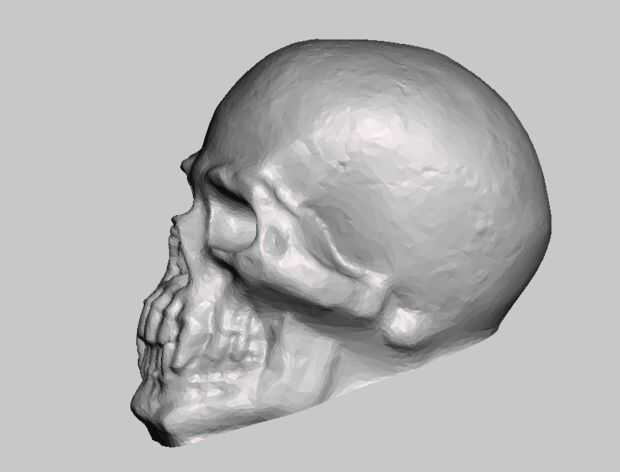
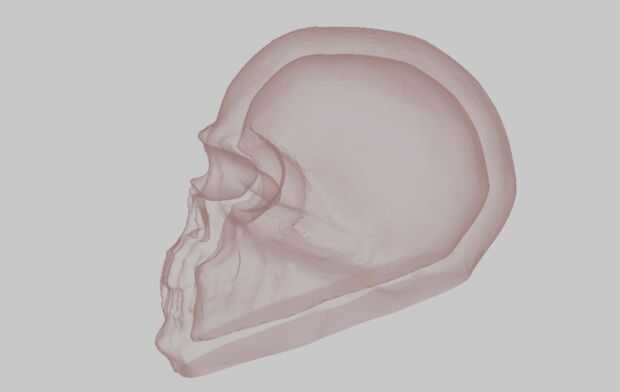
Entre las geometrías que probamos fueron una serie de paredes finas miden entre 0.5mm y 3,0 mm de espesor (unida como "thinFeatureProbe.stl"), una serie de tubos y una geometría del cráneo cercano al usado en el video de Gizmo3D (incluso a 2 mm, como "FTDskull.stl").

")




")






