Paso 2: Resultados y conclusiones

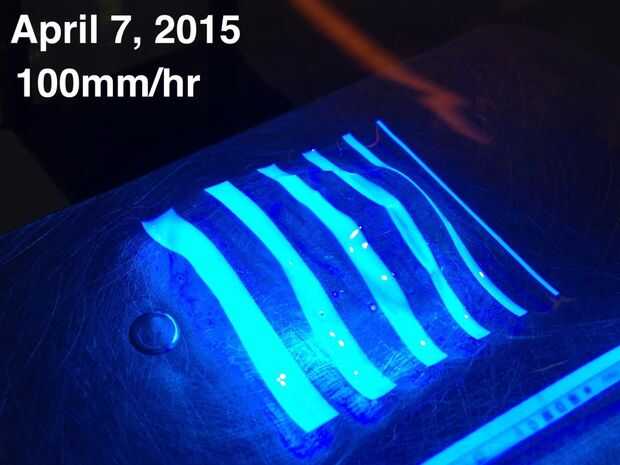
Mientras que hemos sido capaces de replicar velocidades cerca de aquellos que en el video de Gizmo3D, fuimos incapaces de hacerlo con cualquier coherencia objeto significativo o calidad de construcción. Pudimos, sin embargo lograr una mejor comprensión del problema-espacio para SLA de DLP de arriba hacia abajo en sus implementaciones continuas y discretas.
Efectos que alteran la continuidad impresión de calidad y objeto:
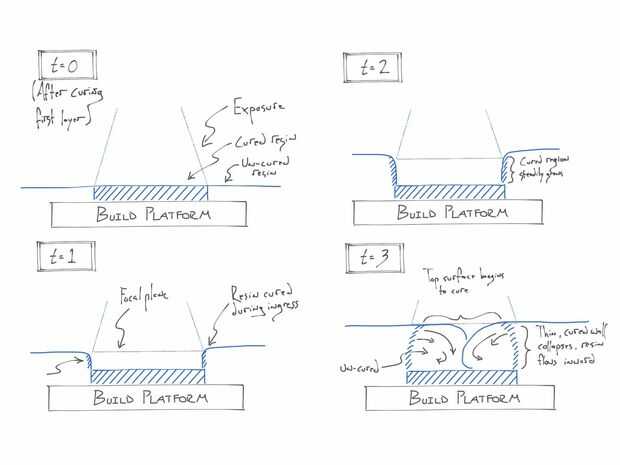
- Curado rápido de entrada de resina
(Vea la ilustración del proceso anterior) Durante la exposición continua y el movimiento de la dirección Z, la plataforma desciende, nueva resina comience a fluir en el área de exposición, pero inmediatamente se cura antes de que puede fluir más allá de los límites de la exposición. Este proceso (ilustrado arriba) continúa hasta que la presión de la resina supera los flancos finos, curados y la resina fluye rápidamente dentro de la cavidad definida por la exposición. La superficie superior inmediatamente cura las paredes comienzan a formar otra vez y repite el proceso. Resultado débilmente conectadas "capas" y un objeto en general muy poroso.
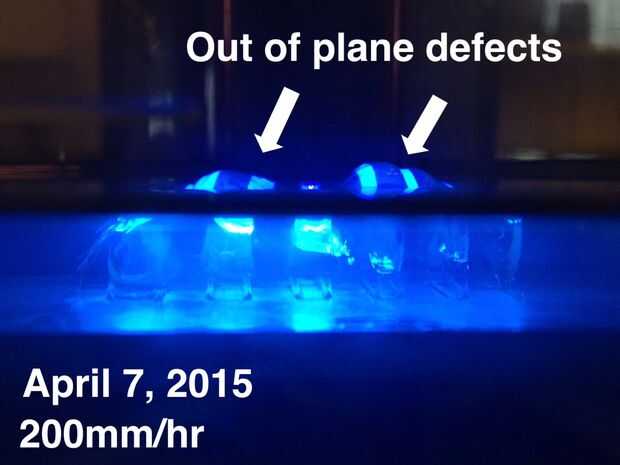
Si curado se interrumpe en la dirección Z, creando una brecha de resina no polimerizada en un objeto en curso, el material de la superficie que cura de vez en cuando comienza a mandilar lateralmente, primero es probable que debido al flujo de fluidos. Como la cantidad de material curado sigue creciendo, sus proporciones y aumento de densidad a fregadero, causan más conduciendo el movimiento lateral y en última instancia conduce a la formación de una película de desplazamiento-como de material de curado, la "cola" que a veces rompe la superficie de la resina como en la fotografía superior.
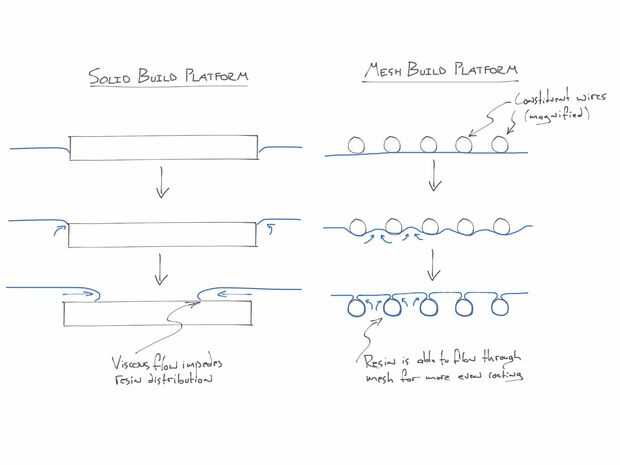
(Ver ilustración del sólido vs malla construir plataforma arriba) resinas con viscosidades más altas requieren más tiempo para fluir lateralmente sobre la plataforma de construcción para suministro de material para las capas primera y posteriores, tanto en la operación continua y discreta.
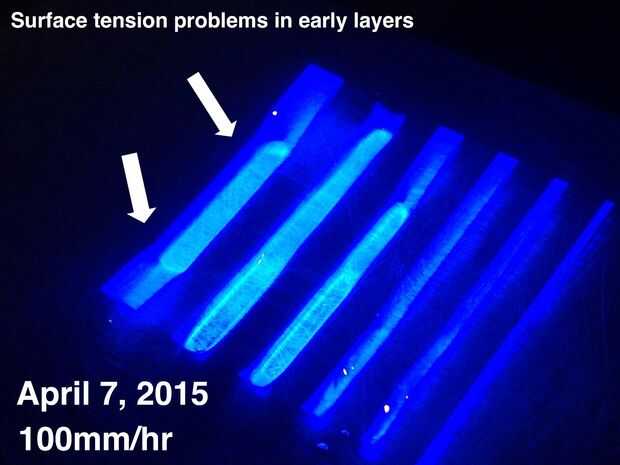
Efectos de tensión superficial
(Ver imágenes arriba) El flujo y la distribución de la resina depende de cierto grado de tensión de la superficie de la resina. Se observó interrupción de proceso durante las primeras etapas debido a una combinación de tensión superficial y el flujo viscoso.
Estrategias que mejoran la eficacia del proceso:
- Plataforma de estructura porosa
(Vea la ilustración del sólido vs malla construir plataforma anterior) Una plataforma de construcción poroso permite incluso entrada de resina en el comienzo de una impresión, a capas primeras y tempranas más acertadas. Plataforma de estructura inclinada
Una superficie de construcción que es paralelo al plano de no combate, hasta cierto punto, los problemas de flujo viscoso para la primera capas, pero resultados en desviaciones significativas de la geometría para las primeras capas a menos que se emplea una técnica de rafting.Resinas de baja viscosidad
Resinas de baja viscosidad fueron capaces de llenar más rápidamente nuevas "capas" en la parte superior continua proceso de SLA mejor que las resinas más viscosas, pero los factores mencionados todavía demostraron demasiado perturbadoras para la impresión viable en estándares de calidad aceptables.- "Inmersión" para relleno de resina
Moviendo discretamente la resina curada muy por debajo de la superficie de la resina líquida mientras que la exposición de encofrado es un método efectivo y demostrado de la aplicación de la parte superior del proceso SLA DLP, pero obviamente no es un proceso continuo. Sumergir evita un limpiador mecánico para redistribución de resina, pero también potencialmente resultados en alturas de capa inconsistente.
Estrategias que parecían tener poco efectúan, pero merecen más investigación:
- Interfaz claro líquido-líquido para control de flujo viscoso
Trató de exponer a través de una baja densidad, ópticamente claro que capa de solvente (dolor más delgado) flotando encima de la resina en un intento por disminuir las diferencias de viscosidad entre el interfaz de los dos fluidos que componen la luz en tradicional de arriba hacia abajo de SLA: un gas y la resina. Una serie de experimentos rápidas rindió resultados desordenados, pero curados que no parecen ser particularmente más cohesivo que impresiones de interfaz del aire-resina. - Sonicación de la resina
Uso de la ecografía para agitar la resina no tenía ningún efecto medible en la calidad de impresión. - Vibraciones mecánicas de la resina
Agitar la resina con un motor de vibración oscilatorio puede ser digno de más investigación. Observamos las ondas estacionarias y menores aumentos en calidad de impresión que sospechamos ser debido a la afluencia de resina mejorada para curar zonas.

")




")






