Paso 4: Configuración de sus trayectorias de herramienta
Me encontré frente a uno de la operación con el molino de punta plana de 1/8 con ancho de paso de 60%, que dio un mejor acabado.
Todas las demás operaciones se realizaron con el molino de 1/16 de plana.
Junto con un montón de investigación la inexperiencia me hizo a una velocidad de 16.000 rpm (tapas Othermill hacia fuera en 16.500) y una velocidad de alimentación de 710 mm/min (encuentra la especificación de tilo en el wiki de shapeoko)
Soporte técnico Othermill ayudó mucho también con preguntas generales y luego muy específicas sobre el molino, herramientas y mejores prácticas. Eran realmente increible y no he encontrado apoyo técnico como antes.
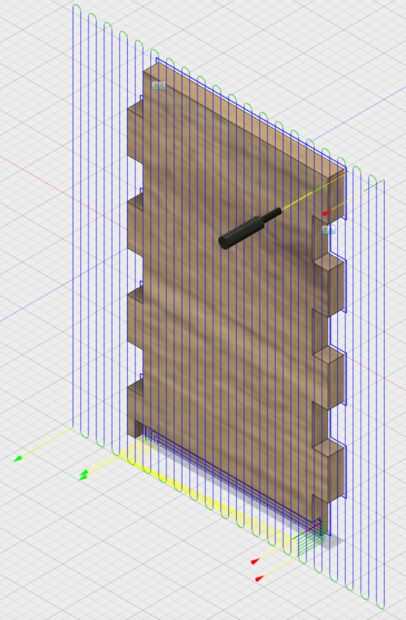
El plan de la CAM incluye lo siguiente:
Configuración: stock siempre fue medido con calibradores para cada pieza en todos los planos. Los tamaños fueron sincronizados entre la fusión y Otherplan, que conduce a la Othermill. Nota: las comprobaciones de espesor fueron hechas y hubo diferencias en el grosor de partir de un punto a otro en la misma bolsa. Eje de X es el lado largo, el eje Y es el lado corto. Z es bueno, Z :) Diviértete ajustando los axises de fusión. El eje X es la longitud más larga en el Othermill.
Trayectorias de herramienta:
- Frente, 1/8 mill.
- Bolsillo 2D para cada dedo conjunta y surco, fresa de 1/16".
- Contorno 2D para el acabado y alisado pasa en las articulaciones y canales, fresa de 1/16".
- Contorno 2D para el corte de acabado y alisado pasa alrededor de los bordes de la pieza, fresa de 1/16".
Ejecute la simulación y verifique que no haya errores ni colisiones con sus herramientas debido a la longitud del corte. Si es así, cambiar el diseño o la herramienta para dar cabida a su equipo.
Dos archivos de código g para la cara y todas las restantes operaciones de exportación.
")
")











")