Paso 3: Fabricación de brocas de la herramienta




Para hacer las herramientas, hay algunos términos que debemos conocer en primer lugar. Iré sobre ellos rápido aquí, que puede encontrar más información de googlear acerca de las herramientas de torno. Aquí es un buen pequeño vídeo: http://www.youtube.com/watch?v=Mn9jpqI8rao
Rastrillo lateral: encima de la herramienta, el ángulo que las virutas se deslice hacia abajo después de que han pasado por el borde de corte. Usted quiere más pequeño, porque si es un ángulo demasiado grande, la punta es demasiado fuerte y se rompe. 8-12 grados es bueno para esto.
Rastrillo trasero: es similar al rastrillo lateral, excepto se remonta hacia el cuerpo de la herramienta, en vez de al lado. Otra vez, grados 8-12 es bueno.
Ángulo de alivio final: es el ángulo en la punta de corte, y está ahí para asegurarse de que no rocen la cara frontal de la herramienta a lo largo de la superficie de corte. 10-15 grados es bueno
Ángulo de alivio lateral: es el ángulo que está en el lado de la punta de corte, que hace que el lado de la herramienta no frote ya que alimenta la herramienta en el material. 10-15 grados es buena.
Ángulo de filo final: el ángulo final que hace el punto de la herramienta.
Ángulo de borde cortante lateral: el ángulo lateral que hace que el punto de la herramienta
Radio de la nariz: el radio de la nariz determina cómo agradable acabado queda. Es la mezcla entre el alivio de lado y el alivio final.
Ahora, tome un vistazo a la foto número 1. Muestra el chaflanar herramienta y la herramienta aburrida de 90 grados. La herramienta aburrida no es la mas linda, lo sé, pero funciona. Se puede ver en los dibujos de pintura lo que se vería como si fuese ideal (o perfecto pintura dibujos pueden llegar...)
Al esmerilar brocas HSS, moler áspero todos los ángulos primero, entonces acabar con ellos para arriba en una rueda de acabado. Usted no quiere cualquier decoloración metal, y teóricamente no si se utiliza correctamente la muela, pero en caso de que, áspero moler todo, entonces acabado de moler los últimos bits poco para quitar la descoloración (si hay alguno) en el final. También es bueno utilizar una rueda de acabado e incluso una piedra afiladora al final.
En primer lugar, iremos a través de la herramienta que chaflana. Es muy simple. Tome su HSS y coloca en 45 grados. Inclinar la parte trasera, por lo que la punta se levanta. Esto creará su alivio lado alivio final y ángulo de borde cortante lateral, a la vez. Buscar en el cuadro 2, vemos cómo se debe inclinar el HSS. Moler el 2 45 grados (las líneas negras de la HSS rojo) para obtener sus 90 grados. Y esa herramienta se acaba! Tiene ningún rastrillo trasero, ni rastrillo lateral, ni cualquier radio de la nariz. Mantenga la punta afilada!
En segundo lugar, vamos a hacer la herramienta aburrida. Esta herramienta necesita alivio final, alivio de lado, ángulo de filo final, ángulo de filo lateral, rastrillo trasero, rastrillo lateral y un radio de nariz! Pero no se preocupe, vamos a llegar a hacerlo. Para esto, sería bueno establecer el resto de la herramienta del molino a unos 10 grados, hace que el radio de nariz hace mucho más fácil. La pintura dibujo puede no parecer exactamente la herramienta en la vida real, ya que mi herramienta es un poco cobarde. Sólo tienes que seguir los cuadros, entender los conceptos, y usted debe ser fino. Honestamente, ya que esto no debería ser su primer proyecto de torno, usted debe saber sobre herramientas ya, así que lo que digo que debe ser cosas que ya sabes.
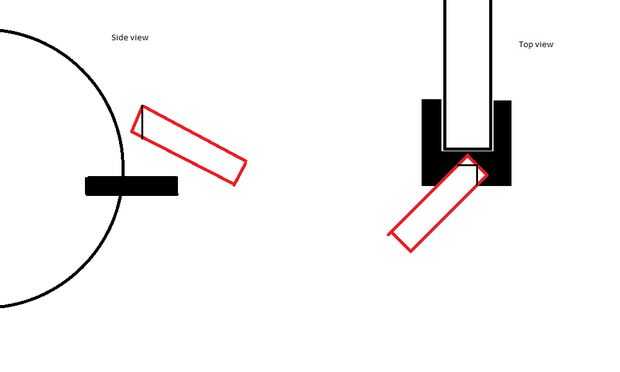
Cualquier manera, en el vamos. Revisa el cuadro #3. Aquí estamos moliendo el ángulo de alivio final y el ángulo de filo extremo. Sostenga la herramienta de a la derecha y descansar de la herramienta.
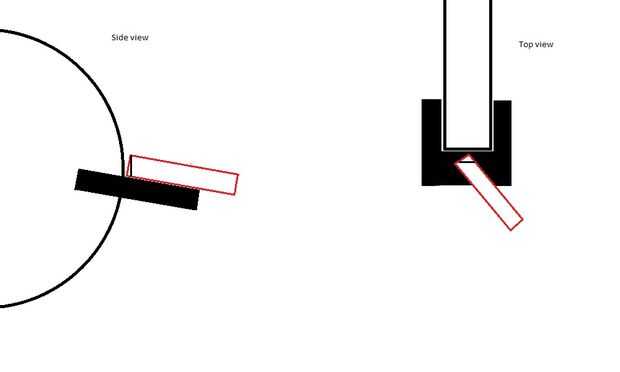
Cuadro #4 muestra cómo el ángulo del filo lateral y el ángulo de alivio lateral. Coloque la herramienta de la herramienta para cortar el relieve lateral e inclinación hacia la izquierda, para cortar el ángulo de borde cortante lateral.
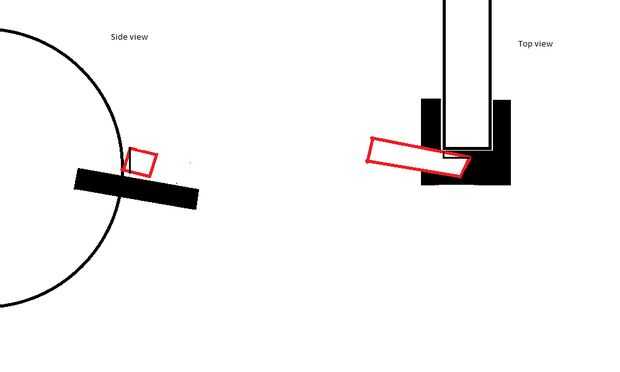
Ahora, para reducir el radio de la nariz, hacer un rápido barrido de ángulo en el cuadro 3 cuadro 4 (vista superior) para redondear la punta. Esto es donde es agradable cuando el resto de la herramienta se encuentra en un ángulo, ya que puede estar allí la herramienta (que habría thunk lo?!) y un radio suave. Es difícil hacer un radio de nariz lisa cuando se sostiene la herramienta en el aire y tratando de mantener constante.
Por último pero no menos importante, la parte posterior y lado rastrillo ángulos. Ver cuadro #4. La posición que usted mantenga la herramienta en es muy similar, pero giran 90 grados, inclinándolo hacia la rueda, por lo que se trabaja con el lado derecho frente a usted y la parte superior hacia la rueda, a diferencia de la izquierda frente a la rueda y la parte superior mirando hacia usted.
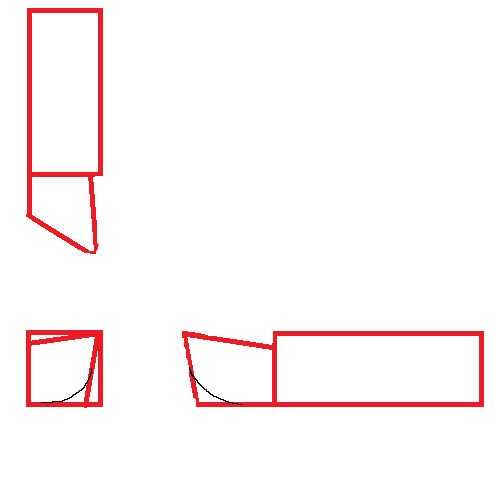
Por último, ver cuadro #5 para ver el frente, laterales y mejores vistas de la herramienta completa. Las curvas de negro sería buenas moler, porque estamos trabajando en un círculo de corte, y no queremos que el roce de la parte inferior. Se encoja un poco la herramienta y hacer más débil, pero son de aluminio de corte, por lo que debe ser fina. Si usted está haciendo un cubo de acero, entonces simplemente no ir tuercas y haga cortes super pesados. Hasta 0.015 (0.030 en el diámetro) cortes deben ser finos.
En el cuadro #6, podemos ver la herramienta en la vida real, con todas sus marcas de amoladora y golpes en él.
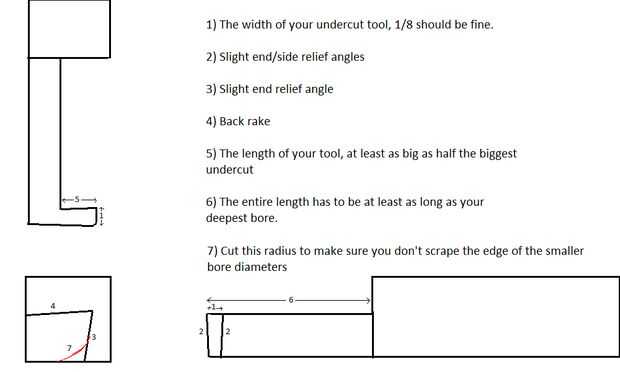
La última herramienta que necesitamos es la herramienta de subcotización. Se ve como la foto #7. Se trata básicamente de una partida de herramienta, en el extremo de un palo. Así que el primer paso es tomar el HSS 1/2 y moler una sección delgada en el centro, hay una sección grande de grasa de un lado y una pequeña sección de grasa por el otro. Vamos a entrar a algunas de las especificaciones, para saber cuán grande que debemos para hacerlo. Desde la punta de la herramienta para la broca gorda grande, debe ser al menos tan largo como su agujero más profundo (6). Mi herramienta es realmente largo, es un poco excesivo. La cantidad que sobresale la herramienta debe ser al menos tan grande como la mitad del diámetro de su recorte mayor (5) (por ejemplo, el corte más profundo en este cubo es 0.300, así que la herramienta necesita sobresalga por lo menos 0.150. El mío es de 0.250, así que un montón de espacio.) Y, al final todo tiene que ser lo suficientemente pequeño como para caber dentro de su agujero más pequeño (esto no debería ser un problema a menos que haga un agujero muy pequeño). Ver imagen #9
En lugar de repetir todo lo que escribí para la herramienta aburrida, sólo te diré lo que moler y ojalá usted aprendió cómo cuando hiciste la herramienta aburrida.
1) empezar por el muy delantero de la herramienta de pulido, moler el alivio final y ángulo de borde de corte final. (2)
2) siguiente, moler el rastrillo trasero (4)
3) moler el ángulo final de alivio (3)
4) el ángulo de alivio frente a la primera de ellas (cerca de 5 en la vista superior, 2 a la derecha en vista lateral) entre esto y el primer paso de pulido de la rutina, haz el ancho de la herramienta (1)
5) moler el radio en la parte inferior (7)
6) moler un radio de nariz pequeña pequeña en la punta. Desea uno un poco, porque qué tan grande es afecta a la profundidad necesita a socavar. Si es una esquina perfecta, entonces usted necesita para socavar a pocos milésimos de una pulgada más grande entonces su distancia de esquina a esquina, pero si tienes un radio que es decir, 0.050, entonces necesitará cortar más de 0.050 entonces cuando usted está socavando, que significa que el corte debe ser más grande en el diámetro 0.100. Si revisas nuestros cálculos, los cortes son sobre 0.070-0.090 mayor entonces la distancia de esquina a esquina, por lo que nos podemos permitir un radio de 0.030 (~1/32 pulgadas). Pero incluso aún, más pequeño es mejor. Trate de un radio de 1/64.
Y listo! Esto fue un gran paso largo, pero ahora tienes tus tres herramientas. Podemos proceder con el cubo!

")










")
