Paso 4: Achaflanar


Coloque el cortador para que el molino está por encima de la quijada movible de la tirada. Más cerca puede llegar a la mordaza en el eje 'Z' mejor, ya que obtendrá un mayor diámetro de la superficie de corte en contacto con la pieza de trabajo. Si solo la punta de la cubeta toca la pieza de trabajo, obtendrá un acabado pésimo. Trabe el eje 'Z'.
Encienda el molino y mover la pieza en el eje Y hasta las picaduras de la corte en la pieza de trabajo. Mueva la pieza de trabajo en el eje 'X', quitar el filo entre dos de las caras mecanizadas de la matriz. Si desea crear un chaflán más grande, presionar más en la pieza con el eje 'Y' y hacer otro paso. Una vez que esté satisfecho con el tamaño del chaflán, eje de la cerradura su 'Y'.
Parque de la herramienta de corte a un lado de la pieza de trabajo, apague el molino y suelte el tornillo de banco. Gire la pieza de trabajo de modo que un borde unchamfered es visible por encima de la quijada movible de la prensa. Vuelva a encender el molino y hacer un pase a través de la pieza de trabajo en el eje 'X'. Esto debe poner el exacto mismo chaflán en el borde nuevo que pones en el primer borde.
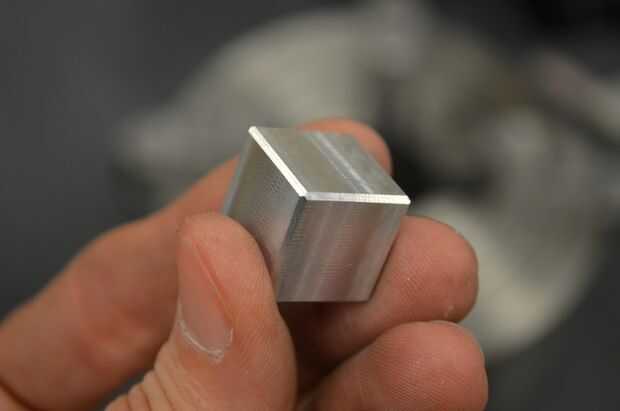
Repita este proceso para cada arista del cubo.
Descubrí que desde la cubeta que estaba usando tenía varias flautas, las virutas de aluminio a veces consiguieran jaladas hacia atrás a la pieza de trabajo en lugar de ser lanzado claro y rozadura ligeramente en la primera pasada de un chaflán. Simplemente haciendo una segunda pasada sin necesidad de mover el eje 'Y' quita cualquier irritante de la primera pasada y limpia bien el borde. Usando un avellanado con flautas menos habría ayudado a evitar los daños en las roscas, pero no tenía uno por lado.
.")






")



")

