Paso 2: Corte por chorro de agua

A menos que tenga acceso a una herramienta de corte por chorro de agua, usted necesitará tercerizar este siguiente paso. Corte por chorro de agua es el proceso de cortar un material (prácticamente cualquier material) con un chorro muy fino de alta presión de agua. Muy alta presión. Controlado por una computadora (CNC), puede hacer cortes precisos a través de varias pulgadas de acero. Generalmente cuando usarlo, necesito un gran número de piezas repetitivas para un proyecto, o estoy trabajando con materiales muy gruesos más allá del alcance de mi tienda, como mi mesa de soldadura. Pero también es útil para el trabajo muy detallado como el Pepakura de salida, que sería extremadamente difícil de cortar con precisión suficiente a mano. He encontrado con una buena relación con una tienda local muy útil cuando se trabaja en técnicas como esta... aunque no siempre todo lo que es bueno para mi tarjeta de crédito!
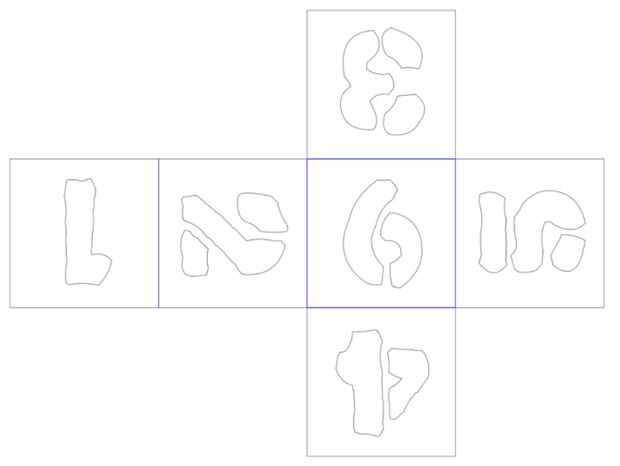
Por lo tanto, para el chorro de agua, que estamos haciendo algo un poco raro. No sólo estamos cortando de una forma, también tenemos que "marcar" la unión entre caras donde va doblando. Sin esto, nunca conseguiríamos el tipo de curva aguda y nítida que necesitamos, ni usar un freno de buena chapa. La salida DXF Pepakura color estas ensambladuras azul y roja para usted. Para el uso normal de papercraft, esto lo distinguen pliegues "montaña" de pliegues "Valle", es decir, los plegados contra ésos doblado para arriba. (El ejemplo d6 que se muestra aquí sólo tiene azul, porque no tiene concavidades. Es todos los pliegues de "montaña"). Podemos solamente por chorro de agua corte de un solo lado, sin embargo, lo vas anotar todas ellas de la misma manera.
Cuando primero traté esto, hice perforaciones a lo largo de estas líneas, como en un sello. Esto era innecesariamente costoso, requiriendo el chorro de agua para arrancar y parar muchas veces y dio lugar a curvas feas. Por suerte, mi tienda sugiere una mejor manera de hacerlo. Haz dos líneas azul y roja grabada en lugar de corte. Para mi proveedor, que medio en 50 pulgadas por minuto a lo largo de esas líneas, pero usted necesitará hablar con suya para averiguar lo que funciona con su equipo y el material de acero está utilizando. Queremos para cortar a través la mayor parte del acero, pero no todos, proporcionando el puntaje perfecto que doblarla.
Esto funciona muy bien para todos los pliegues de "montaña". También funciona para dobleces de "Valle", pero con una gama limitada. Después de unos 45 grados toquen los bordes del canal grabado al agua fuerte, y usted no puede doblar cualquier más lejos. La mejor manera de lidiar con esto es para limitar esos ángulos en su diseño, o elegir como divisiones entre subconjuntos. Estar hacia abajo en un pliegue agudo esconde muy bien la combinación. Si absolutamente no puede hacerlo, usted podría ensanchar la ranura grabada mediante una herramienta tipo Dremel. Pero ya que esto sería mano de obra intensiva y tienden a ser irregulares y feo, evitaría en la medida de lo posible.













