Paso 8: El emisor parte 3: fresado




Diseñé el producto final me muele de seis direcciones porque sabía que estaría utilizando varilla hexagonal para esta parte.
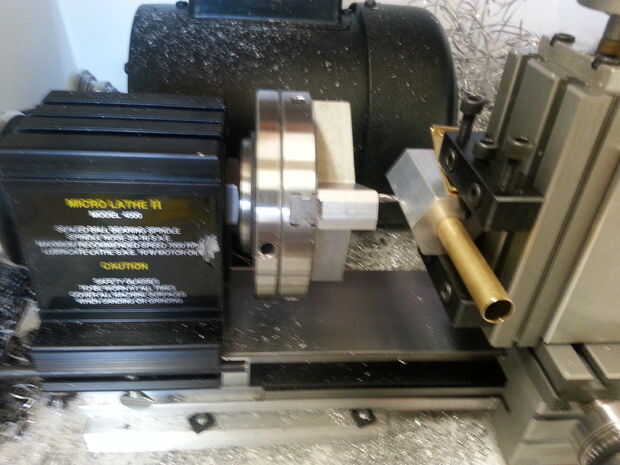
La configuración es muy similar a la última vez que hemos molidos con unas pocas excepciones notables:
- Estoy usando uno de los tornillos en el tornillo como tope de profundidad para la parte. Ejecutar la parte hasta tornillo antes que trabar.
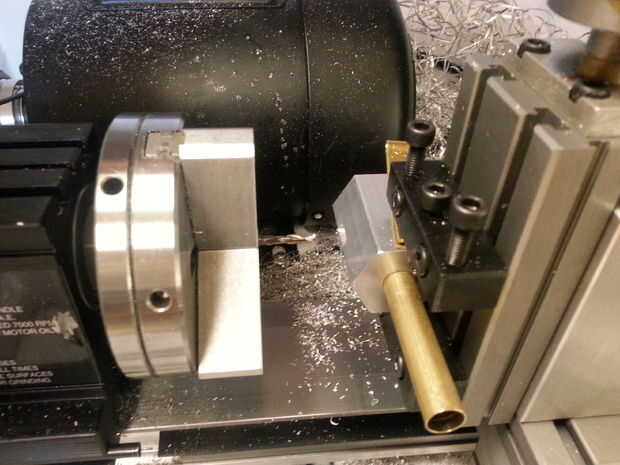
- Profundidad de corte de la varilla de latón era minúsculo. 4 pasa por la pared delgada.
- Cada vez que terminé con un corte hizo girar el aluminio por las dos caras para dar las divisiones de los tercios. Cuando corté el bronce compensar por 1 cara para que mis nuevos recortes caerían en caras 2, 4 y 6 entre el conjunto anterior.
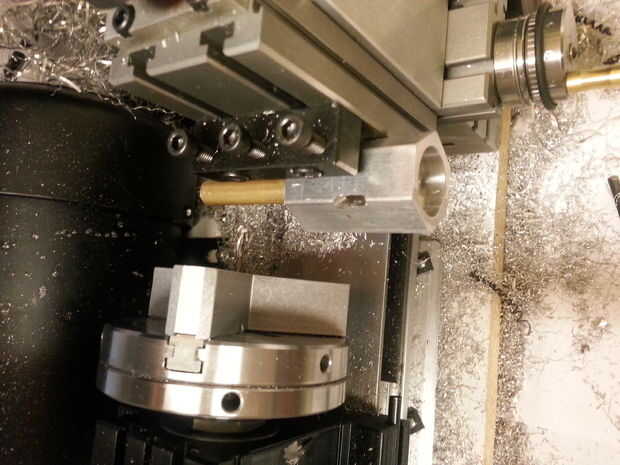
Ayuda a tener una mano sobre la mordaza (garantizar la seguridad del mandril) para ayudar con la vibración y la fluencia. La parte a tratar sí mismo empuje de la prensa si lo tienes configurado en mis imágenes y tomar demasiado profunda de un paso.
La cera ayuda a mantener el molino de extremo de jamming.
Asegúrese de que la varilla de latón se mantiene firmemente en el aluminio. Locktite o algún otro adhesivo temporal no iría mal.
Asegúrese de que la prensa esté limpiarla (yo uso un cepillo) antes de poner la parte en, de lo contrario las fichas podrían hacerte inexacta.
Asegúrese de limpiar después de la molienda. Fresas y filos intentará morderte más tarde si les ignoras ahora.



")








