Paso 10: Software y configuración

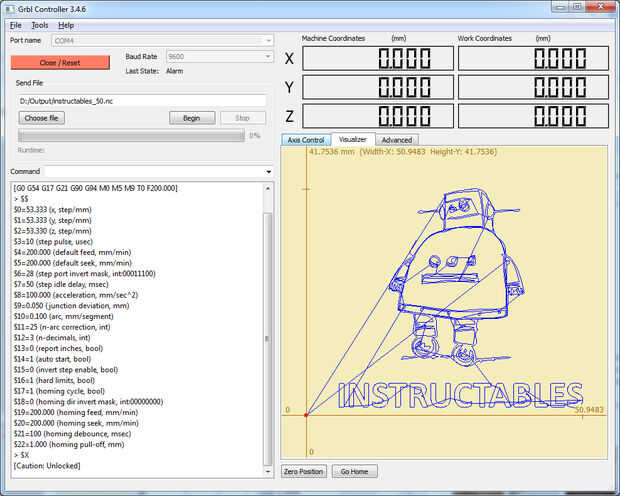
El MicroSlice utiliza Grbl v0.8 para control de movimiento. GRBL convierte Código G en comandos que los controladores de motor de pasos de EasyDriver entienden. Necesitamos otro programa para enviar el código G Grbl, para esto va a utilizar controlador Grbl v3.0 de Zapmaker.
Antes de comenzar necesita el IDE de Arduino, de la Página Web de Arduino.
Asegúrese de que el diodo no está conectado a las líneas de energía mientras se está configurando su MicroSlice. El láser se pondrá encendido y apagado durante el proceso de instalación y configuración si está conectado. Sólo Conecte el diodo cuando esté listo para cortar o grabar.
Wiki de GRBL le muestra cómo actualizar el archivo hexadecimal de pre-compilados Grbl en su Arduino.
Para aquellos de ustedes que tienen un Raspberry Pi, como hacer, os alegrará saber que puedes controlar la MicroSlice usando su Pi! Zapmaker cuenta con una guía paso a paso para instalar controlador Grbl en un Raspberry Pi.
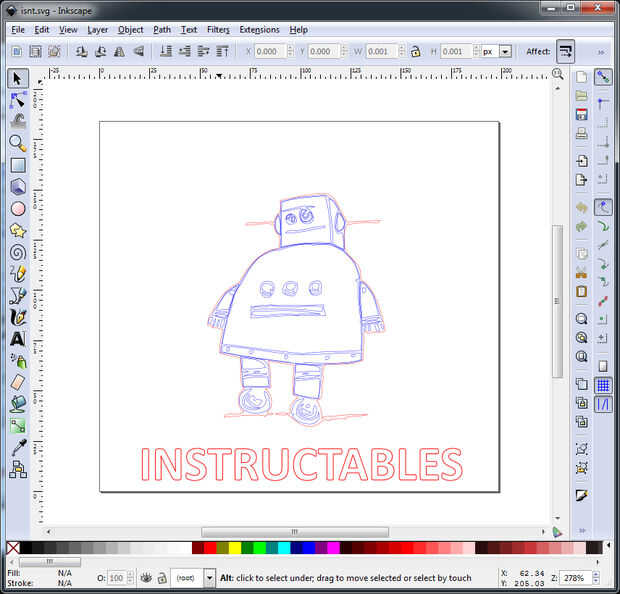
Tendremos que generar un código G. La mejor manera de hacerlo es usar Inkscape combinado con un grabador del laser del plug-in. Un editor de gráficos vectoriales de código abierto, con capacidades similares a Illustrator, CorelDraw o Xara X, usando el formato de archivo Scalable Vector Graphics (SVG) estándar de W3C. He estado usando el mismo ranuradora plug-in para su grabador, hizo un video detallando su uso.
Podemos utilizar nuestro nuevo código G necesitaremos configurar Grbl para usar motores paso a paso los topes.
Puede utilizar cualquiera de los dos el Arduino IDE Serial Terminal (CTRL + MAYÚS + M) para enviar comandos a Grbl. envío $$ a Grbl muestra los ajustes de configuración (tuyo podría ser diferente);
$0 = 755.906 (x, paso/mm)
$1 = 755.906 (y, de paso/mm)
$2 = 755.906 (z, paso/mm)
$3 = 30 (pulso de paso, usec)
$4 = 500.000 (por defecto de la alimentación, mm/min)
$5 = 500.000 (búsqueda por defecto, mm/min)
$6 = 28 (paso puerto invertir máscara, int:00011100)
$7 = 25 (paso demora inactivo, MS)
$8 = 50.000 (aceleración, m/seg ^ 2)
$9 = 0.050 (desviación de la ensambladura, mm)
$10 = 0.100 (arco, segmento de mm)
$11 = 25 (corrección de arco n, int)
$12 = 3 (n-decimales, int)
$13 = 0 (Informe pulgadas, bool)
$14 = 1 (comienzo auto, bool)
$15 = 0 (habilitar el paso invertido, bool)
$16 = 0 (límites duros, bool)
$17 = 0 (ciclo de recalada, bool)
$18 = 0 (homing dir invertir máscara, int:00000000)
$19 = 25.000 (homing feed, mm/min)
$20 = 250.000 (buscan autoguiados hacia el blanco, m/min)
$21 = 100 (debounce autoguiados hacia el blanco, MS)
$22 = 1.000 (homing pull-off, mm)
La configuración que nos interesa es $0 y $1. Estos dos configuración configuración el A y el eje Y. Tendremos que calcular el número de pasos para mover el cabezal de corte de 1mm en cualquier dirección.
Se calcula así;
Número de pasos = número de pasos por rotación x Microsteps / echada del hilo de rosca
20 pasos a la vuelta (18 grados un paso) x 8 micropasos (MS1 y MS2 conectado a + 5v en el EasyDrivers) / 3mm rosca (3mm de desplazamiento por rotación).
(20 x 8) / 3 = 53.333333333
Así que escriba $0 = 53.333 y $1 = 53.333 en el terminal para configurar el eje. Usted tendrá que hacer un soft-reset para que los cambios surtan efecto ($X).
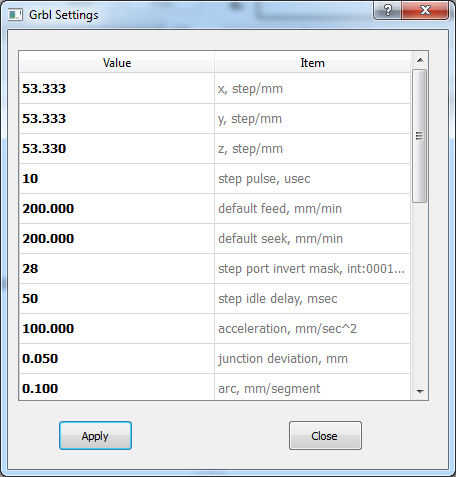
O se puede utilizar Grbl controlador de Zapmaker para ajustar Grbl. Puede acceder a la configuración Grbl mediante la ficha avanzada. Usted todavía necesita un soft-reset después de hacer clic en aplicar.
También se debe definir;
$4 = 200 Esto fija la velocidad predeterminada que el cabezal de corte se mueve en durante el trabajo.
$5 = 200 Esto fija la velocidad predeterminada que el cabezal de corte se mueve en movimiento entre los puestos de trabajo.
$16 = 1 Esto permite a los topes.
$17 = 1 De este modo autoguiado hacia el blanco ($H), mina se bloquea cuando trato de ejecutar el ciclo autoguiados hacia el blanco. Para activar esta función que tendrá que editar el código fuente para Grbl y vuelva a compilar el archivo .hex. Instrucciones mostrando cómo hacerlo están en la parte inferior de este paso.
$18 = 69 Esto hará que el cortador de cero en la parte inferior izquierda de la mesa de corte cuando se ejecuta el comando $H autoguiados hacia el blanco. Para una explicación detallada de esta función consulte la Grbl Wiki.
$19 = 200
$20 = 200
$22 = 2.000 Esto establece la distancia, que el eje se mueve lejos forma los topes después del ciclo autoguiados hacia el blanco.
Hay explicaciones en profundidad para cada configuración de Grbl Grbl Wiki.
Comprobar que su configuración es correcta escribiendo $$ en el terminal. Usted debe ver algo como esto;
$0 = 53.333 (x, paso/mm)
$1 = 53.333 (y, de paso/mm)
$2 = 53.330 (z, paso/mm)
$3 = 10 (pulso de paso, usec)
$4 = 200.000 (por defecto de la alimentación, mm/min)
$5 = 200.000 (búsqueda por defecto, mm/min)
$6 = 28 (paso puerto invertir máscara, int:00011100)
$7 = 50 (paso demora inactivo, MS)
$8 = 100.000 (aceleración, m/seg ^ 2)
$9 = 0.050 (desviación de la ensambladura, mm)
$10 = 0.100 (arco, segmento de mm)
$11 = 25 (corrección de arco n, int)
$12 = 3 (n-decimales, int)
$13 = 0 (Informe pulgadas, bool)
$14 = 1 (comienzo auto, bool)
$15 = 0 (habilitar el paso invertido, bool)
$16 = 1 (límites duros, bool)
$17 = 1 (ciclo de recalada, bool)
$18 = 69 (homing dir invertir máscara, int:00000000)
$19 = 200.000 (homing feed, mm/min)
$20 = 200.000 (buscan autoguiados hacia el blanco, m/min)
$21 = 100 (debounce autoguiados hacia el blanco, MS)
$22 = 2.000 (homing pull-off, mm)
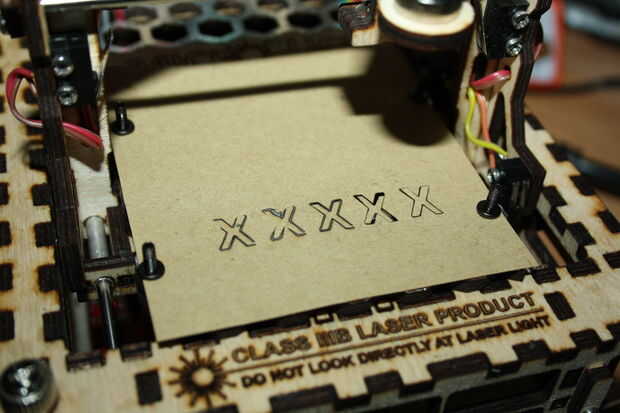
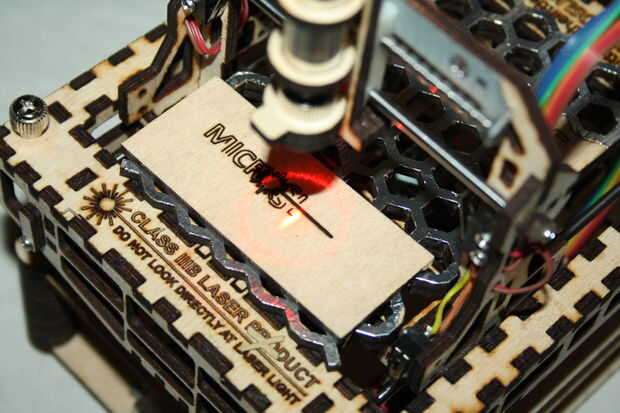
El paso final es enfocar el láser. Cargué una pequeña muestra, en este caso era una X y deje la secuencia.
La energía del láser diodo en y Off usando la señal de la caja etiquetada En el huso de Zapmaker Grbl controlador.
La primera vez no había nada allí, pero se un par de vueltas de la lente logré conseguir una marca en un papel. Después de que todo lo que necesitaba era un poco de puesta a punto y el láser estaba centrado correctamente en la mesa de corte.
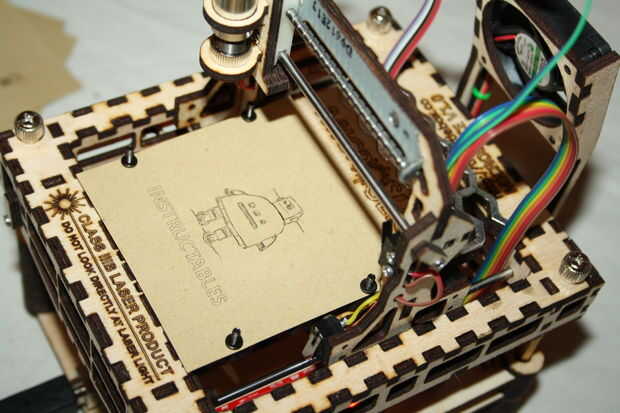
Hice algunos espaciadores de 3mm para pasar por debajo de la lase módulo levantándolo para cuando quise grabar planchas de madera de 3mm. Hacerlo significaba que no tenía que enfocar la lente cada vez que quería intercambiar materiales.
Editar el código fuente.
Durante las pruebas encontré que Grbl colgaría en el comando $H (homing). Sospechaba que esto era un problema con el eje Z como el MicroSlice no tiene uno.
Para solucionar el problema debemos eliminar las opciones de eje de Z del ciclo autoguiado hacia el blanco. Los comandos están contenidos en el archivo config.h , en el código fuente.
1 | Descargar el código fuente de Grbl (enlace).
2 | Descomprima el archivo.
3 | Abrir fichero config.h en tu editor de texto favorito.
4 | Busque el código siguiente
#define HOMING_SEARCH_CYCLE_0 (1 < HOMING_SEARCH_CYCLE_1 #define ((1< 5 | Reemplace el código con
#define HOMING_SEARCH_CYCLE_0 (1 < 6 | Busque el código siguiente #define HOMING_LOCATE_CYCLE ((1< 7 | Reemplace el código con #define HOMING_LOCATE_CYCLE ((1< 6 | Guardar 7 | Vuelva a compilar el archivo grbl.hex. Usé mi Frambuesa Pi para recompilar el hex. En caso de que las cosas van mal he incluido el archivo hex modificado para usted a continuación. Usted necesitará flash tu Arduino con el nuevo hex. Si todo ha funcionado, y todos los ajustes se configuran correctamente usted debe ser capaz de ejecutar el ciclo de recalada ($H) y ver el MicroSlice cero sí mismo y estará listo para crear!
HOMING_SEARCH_CYCLE_0 #define ((1<







")
")



")
