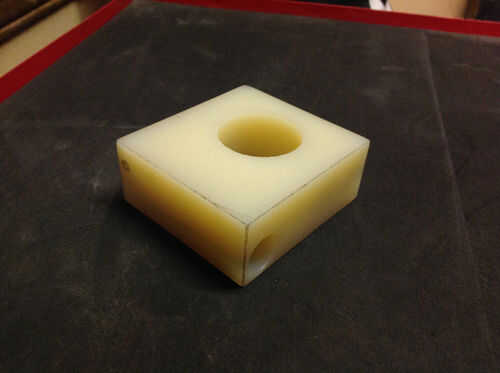
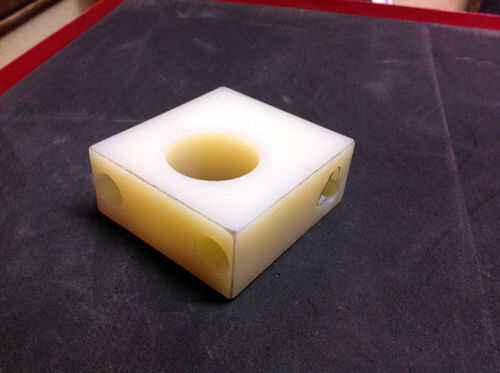
Paso 5: Soporte de chasis del nilón 66



Materiales y herramientas utilizadas:
- Nylon 66 (30 x 70 x 75 mm - acabados tamaños)
- taladro de 2mm
- broca de 4,2 mm
- M5 x 0,8 tap
- broca de 9,5 mm
- Escariador de 10mm
- broca de 6,8 mm.
- M8 x 1.25 tap
- broca de 8,1 mm.
- 15mm extremo molino / ranura del taladro
- broca de 30mm
- Boring bar principal / aburrido
- Llave de grifo
- Centro de taladro BS2 (todo perforado de piezas)
- Mazo
- Sierra para metales
- Bridgeport fresadora máquina (o cualquier fresadora manual)
- Gafas de seguridad / calzado de seguridad
SEGURIDAD
Gafas de seguridad y calzado de seguridad deben llevarse en un taller y cuando se utiliza maquinaria.
Utilizando una fresadora Bridgeport (o cualquier fresadora manual):
Molino a dimensiones 70 ** x 75 x 30mm plano y cuadrado con fresa de 20mm y cortador de la mosca.
Trabajando para el DWG, DXF y PDF archivos de dibujo:-
6.5dia x 50 de profundidad del taladro, taladro 8.1dia x 29 profundo, contador llevaba 14 dia x 8 profunda, agujero de golpecito comienzo M8 a mano mandril para asegurarse su plaza.
Sentarse en paralelos y taladro 9.5dia y resma 10dia a través, contra diámetro 15.80dia x 13 profundidad, taladro 2dia 10 profundo.
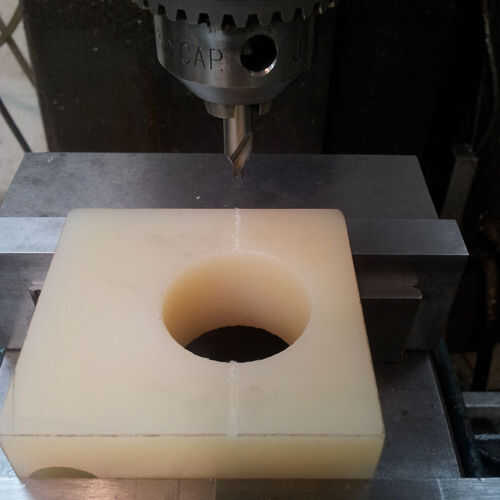
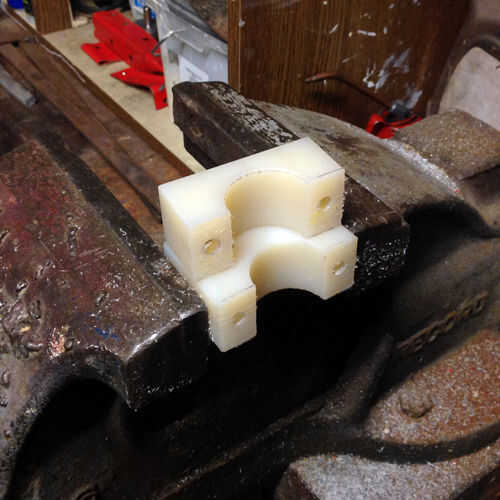
Sientan en paralelos y taladro y agujero de tamaño de tubo, a continuación utilice el taladro de centro para marcar una línea guía para corte later(see photo) aparte.
En el lado opuesto de la parte del taladro 4.2dia x 11 profundo (comienzo orificio para grifería M5 a mano mandril para asegurarse de que su plaza terminar más tarde)
En el extremo del taladro 4.2dia x 11 profundo (comienzo orificio para grifería M5 a mano mandril para asegurarse de que su plaza terminar más tarde).
Achaflanar las esquinas donde parte permite 1,5 mm o 0,75 mm
Utilizando una máquina de fresado de CNC Hurco (o cualquier máquina de fresado CNC):
Configuración en vice y molino segmento bolsillo 8 de profundidad (ver foto. Fichero DXF)
Utiliza un banco
Acabado de orificios de Tap M8 y M5.
Nylon 66 tiende a dejar perforado, escariados agujeros un poco más pequeños que en acero o aluminio, compruebe que el eje de pivote desliza libremente a través del soporte de nylon 66, si no es gratis entonces necesitará hacer una
palo de cualquier acero de pulido:-
Sierra para metales y 8 mm de diámetro abajo de la raja en cuanto a la anchura de un esmeril y usan un taladro para pulir el agujero
o
madera:-
envolver algunos esmeril alrededor de una pieza si espigado o similar y pulirlo a mano.
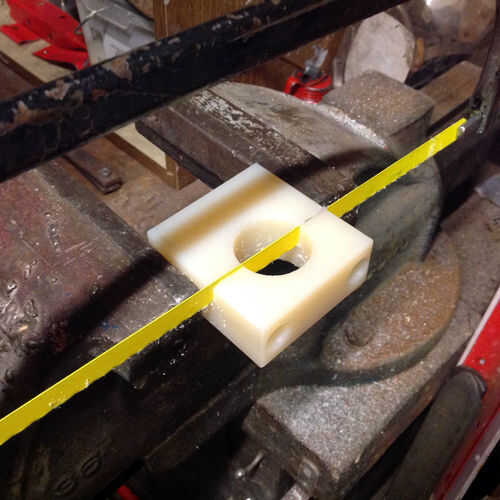
Sierra para metales a través de la parte, cuidado siguiendo la línea guía marcada anteriormente.
Utilizando una fresadora Bridgeport (o cualquier fresadora manual):
Un mínimo en cantos serrados para aplanar y cuadrado del molino.
Quitar las rebabas si es necesario
Nota**
Desviación de la dimensión de 70mm de afectará a las posiciones de los orificios del eje pivote













