Paso 3: Proceso de fabricación:








El concepto de diseño inicial es permitir la producción de transportable y ligera caja diseñada, que podrían ser enviados a través de tres cajas de requisito de portador entre aerolíneas. Esto era debido a la limitada cantidad de cajas el equipo quisiera enviar a lo largo del vuelo y también minimiza el dolor de cabeza de envío de los módulos de instalación de nuestro equipo.
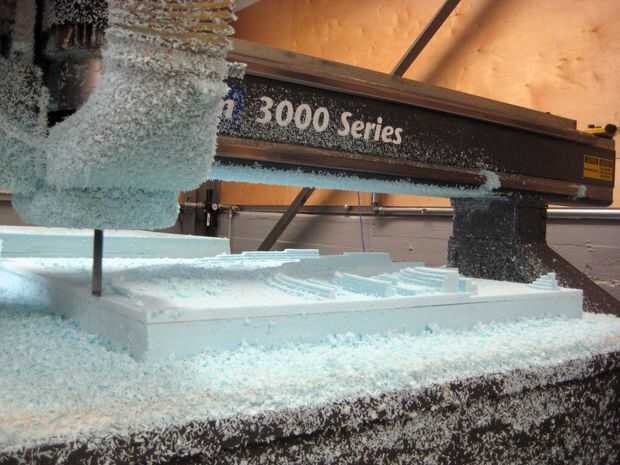
Después de varios ensayos y errores de inicialmente tratando de hacer un molde de madera y la perforación con cable de piano a través de la madera CNC fresado encofrado, nuestro equipo utiliza plástico de caderas para negativos de forma para colocarse en el encofrado de madera. Al darse cuenta que los negativos de plástico HIPS no produjo las definiciones precisas que nos gustaría lograr a través de los amplios detalles de la CNC fresado grosores de línea, nuestro equipo de ambiente en la producción de la producción final a través de la espuma EPS donada desde el sitio de construcción.
La espuma de densidad media EPS molida permitió más precisión CNC molido encofrado, pero eran más voluminosa a la nave. Y requiere acabado adicional, como la aerografía toda la instalación con un pincel de aire a presión. El acabado final de la instalación fue 2 galones de pintura acrílica de hornos. El tiempo de producción total de la instalación fue 3 días de molienda y un día de trabajos de pintura, además de un 1 día adicional para finalizar el lecho de secado de las piezas.


")








 - 2012 - se busca baterista")

