Paso 11: Molino de los carros

Unir 2 hojas de 6 "x 10" x 3/16" ABS para hacer una hoja más gruesa. Usted puede conseguir el pegamento de la sección de fontanería de una ferretería. Deje que la curación de pegamento durante al menos 24 horas, preferiblemente 48 horas. El pegamento es un solvente y tiende a hacer que el ABS gomoso en el medio hasta que esté completamente seca. Si empiezas a moler antes de las curas de pegamento, plástico que se acumula en la punta y corre el riesgo de dañar el trabajo, romper la broca, o ambos. Deje que la curación de cola completamente. Estoy pegando capas de ABS juntos porque cuesta una fracción de lo que costaría el material si he comprado en el espesor que necesitaba.
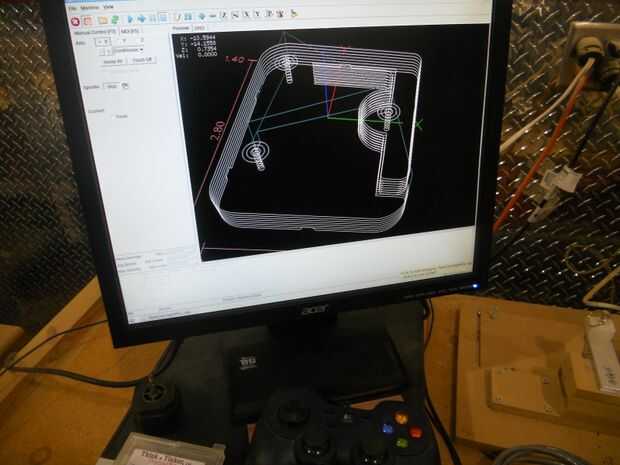
Tres (3) de la carriage.ngc archivo podría ser molido de esta hoja. Las máquinas CNC de alimentación ritmo debe ser lento. Nada más rápido que 12 pulgadas por minuto. La caída de nivel de entrada es incluso más lenta en 8 pulgadas por minuto.
El punto cero de estas piezas están en la esquina Inferior izquierda . Cero cada parte para maximizar el número de elementos que se puede hacer fuera de la hoja de 6 "x 10". Debe haber un montón de espacio.
Hay dos orificios de tamaño de la placa del carro six(6) orificios son pedacito de taladro #35 y dos (2) agujeros de la Junta de rótula utilizan una broca #43. Gcode que genera debe hacer una pausa para un cambio de broca. El carro se muele usando una 1/8" bit Onsrud.
ABS de fresado requiere un enfoque lento y poco profundo. Alimentan demasiado rápido o con el huso girando demasiado rápido y el plástico comienza a derretir. El plástico fundido se acumula en la punta y el trabajo obtiene arruinado o roturas de la broca. No se puede proceder al corte en ABS y deje el trabajo. Debe mirar con una mano en la parada de emergencia en caso de que el plástico empieza a derretir. Estoy describiendo en pulgadas, pero el diseño es en milímetros. Tengo la velocidad establece en 1/3 velocidad. el ajuste de la potencia de eje es realmente tan bajo que está en el umbral de no girar para arriba al principio. La velocidad de avance se encuentra a 8-10 pulgadas por minuto y velocidad de penetración es de 5 pulgadas por minuto. El cometa puede correr a 200 pulgadas por minuto, así que como veis esto va a ir muy lentamente. Capas se eliminan en incrementos de 1/16". Soplar aire fresco en el plástico cuando se corta también ayuda.
Os preguntaréis por qué configurar la gcode para hacer cada parte individualmente. ¿Por qué no simplemente pegar todas las placas del carro tres en uno gcode(ngc) archivo y cortar todo en una sola vez? Mi razonamiento es que el ABS es un material complicado al molino. Si algo sale mal y tengo que resetear, más bien sería restablecer en sólo una parte frente a un lote de piezas. Significa que tengo que colocar mi cero para cada parte, pero que también me dan una mayor flexibilidad, especialmente cuando algo sale mal.
Garantizar el 6 "x 6" x 1/8" ABS hoja para el ranurador del cnc. Piezas del molino tres (3) carriage_belt_retension.ngc. La parte utiliza #35 broca para los orificios y 1/8" bit Onsrud para la molienda.










")


