Paso 3: Perforar agujeros en sus rodamientos lineales para los frenos de rodamientos:


Taladre un agujero en los dos rodamientos lineales (1/4"). Estos agujeros deben estar alineados con la ranura en la extrusión de 1010. Los tornillos que sujetan el UHMW-PE (polietileno de Ultra alto peso Molecular) en el lugar están alineados con la ranura. Con el 4" teniendo le podía perforar sólo uno de estos agujeros. Para el 2" teniendo, taladro entre los dos tornillos.
Meter un tornillo bottonhead a través del agujero del rodamiento y tornillo en uno de los frenos.
Deslice el 4" teniendo a la extrusión de 1010. establecer el cerco sobre la mesa. medir el espacio entre la superficie de rodamiento y la parte inferior de la valla. Necesita cortar una cuña para adaptarse a este espacio. Debe ser un poco más gruesa que la distancia medida (aproximadamente 1/64" más grueso--desea que la valla a montar encima de la mesa para que no arrastre.) Cortar aproximadamente 2 "x 4"; ancho x largo. Siguiente marca para dos agujeros con los agujeros primeros y últimos en la "espiga" del rodamiento. (Ver imagen 5 en el primer paso). Perfore agujeros de 9/32" a través de la calza.
Inserte dos tuercas/pernos de especialidad a través del cojinete y de la calza: tuercas queden hacia arriba. Deslice la guía sobre las tuercas; cuadrados que se valla para el carril de 1010 lo mejor pueda. Ajustada a los pernos (tornillos de cabeza plana).
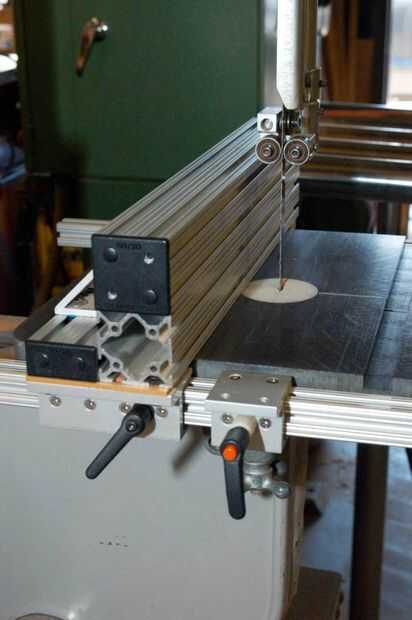
En el otro extremo de la mesa y la guía necesita añadir una cuña también. Porque no tienes un rodamiento, este calza debe ser más gruesa que la primera. También, debe ser aproximadamente 1/64" de grueso que mide más de 1" a 1-1/2" largo. (imagen 3)
Perfore un agujero en línea con la ranura de la izquierda de la 2040, además de otro para mando/pernos de fijación. Estos agujeros deben ser significativamente grandes (~5/16 "). Ver notas en la imagen 3. Especialidad de la tuerca/perno para la fijación de la cuña para el 2040 si no ser acomodado muy bien. El objetivo principal de esta tuerca de calce y fijación del extremo es evitar que la valla la flexión si se aplica mucha presión al cortar.





")







