



Ya ensamblado láser cortar piezas son cada vez más popular en hobby, prototipado y kits DIY comerciales. Me encanta mucho la ranura en T. Se utiliza en piezas planas de conexión en forma de caja (ver foto). Otro diseño común es usando el anillo de madera avellanado. Permite tornillos meterse debajo de la superficie plana. También permite que el cargador de goma para instalarse más firmemente en su lugar. Sin embargo, remoción del anillo de madera podría ser un reto para algunos. Puede ser difícil para algunos tener agujero avellanado constantemente limpia.
Meta:
Para hacer una herramienta de desmontaje de mano que podría utilizarse para crear limpia láser cortan aro avellanado. Para ilustrar cómo crear la herramienta utilizando Autodesk Inventor.
Proceso de:
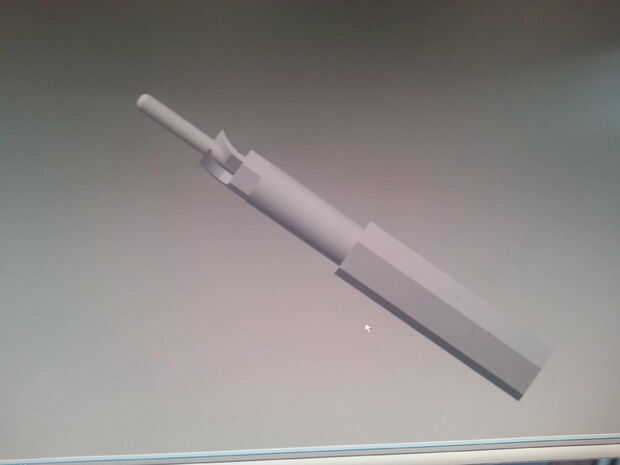
Cabeza hexagonal: Crear un polígono de 6 lado en el usar superficie 2D crear un polígono con 6 lados. Saca este maleficio para hacer la cabeza de maleficio. Extruye hacia abajo 0,5 pulgadas.
Cuerpo pie: Crear un círculo en la superficie 2D. Extraer hacia arriba por 0,25 pulgadas.
Garras: Crear otro Hex 2D. La dimensión diagonal de este partido el diámetro del anillo. Sacar el maleficio de 0,25 pulgada.
Crear un perfil de forma de garra 2D. Copiar este perfil a otras 2 alternando superficies hexagonales. Sacar cada uno del interior de la uña.
Pasador de la guía: Crear superficie 2D en la punta de la extrusión de Hex. Crear un pequeño crear partido diámetro diámetro del tamaño del agujero.
Guarde el archivo. Exportación de CAD. Seleccione el formato stl. En opción, seleccione unidad es pulgadas. Archivo de impresión.
Resultados
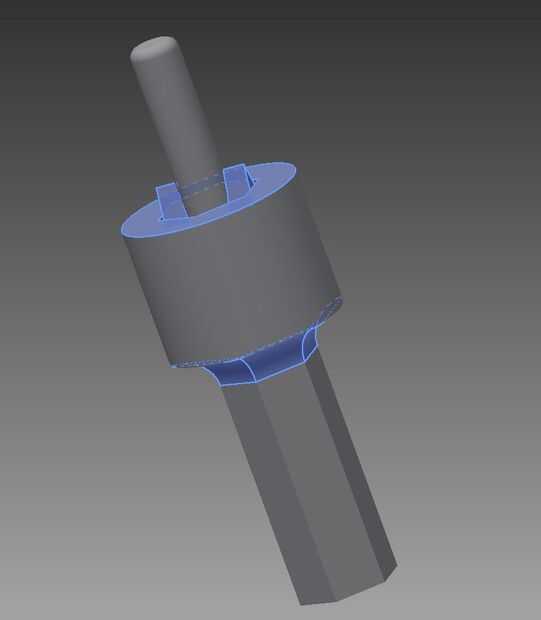
Después de algunas iteraciones, I optimizado de las herramientas y vino para arriba con los 2 triángulos (Sierra diente-como). La garra no se imprimen muy bien.
Revisado el diseño una vez más por lo que la profundidad de la rasqueta es control para evitar la sobre excavación. También, hice la parte 100%. Y sí, tardó mucho más tiempo para imprimir con relleno de 100%, aunque la parte es tan pequeña.
Nota adicional:
Utilice siempre relleno de 100% para piezas finales siempre que la resistencia del material se requiere.

")






")




