Paso 3: impresión 3D
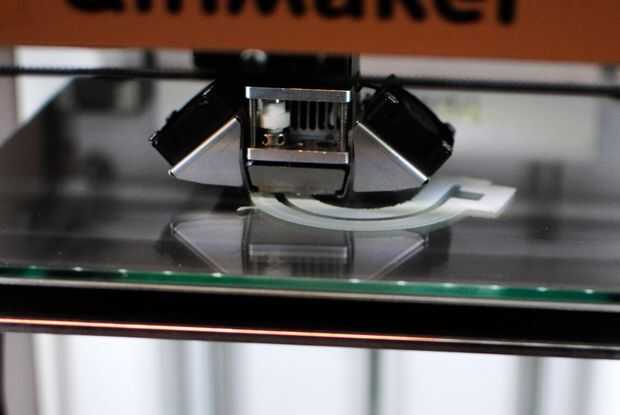




Para imprimir este objeto flexible del Ninjaflex de plástico flexible se utilizó. Material flexible es un poco más complicado imprimir con que regular filamento. Verifique su impresión temprana que realmente está imprimiendo una forma hueco. En este caso tomó un montón de intentos antes de que dio vuelta a la derecha. En los cuadros 3-5 puedes ver algunos ejemplos de impresiones fallidas. Intentamos cambiar un montón de ajustes, tales como:
- temperatura
- densidad de llenado
- Asegúrese de que el hilo de filamento funciona libremente
- usar la 'función spiralize'
- hacer más gruesa la capa superior e inferior
El ajuste más influyen resultado para ser la función spiralize que se estableció en Cura. Para el filamento de Ultimaker 2 y Ninjaflex de impresora se utilizó la siguiente configuración.
Configuración en Cura
- Altura de la capa: 1 mm
- Espesor de la cáscara: 0,8 mm
- Abajo/arriba grueso: 1 mm (pero podría ser más grueso, ya que nuestro modelo no era totalmente hermético en la parte inferior y superior)
- Densidad de relleno: 100% la velocidad de impresión: 20 mm/s
- Verifique la caja para la función 'spiralize el contorno exterior' (experto > abrir ajustes de experto)
Configuración de la impresora:
- Impresión de la temperatura: 220
- Temperatura de la cama: 65
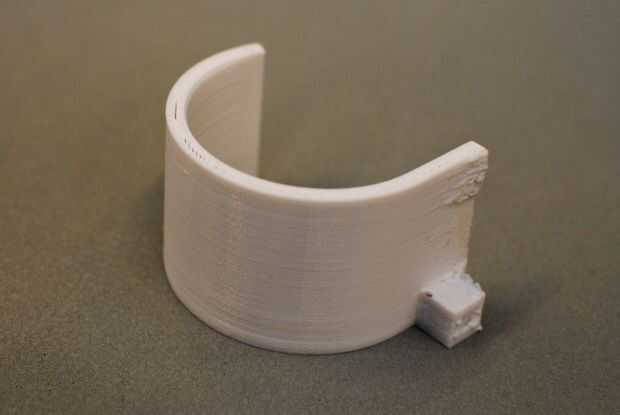
La impresión final no resultó perfecto tampoco. La capa superior e inferior todavía era delgada (Foto 2) y la boquilla no se imprimen bien (cuadro 3). La impresión era sin embargo bien suficiente para sólo corregir un poco.










 - TfCD")


