Paso 21: Calibración de las torres
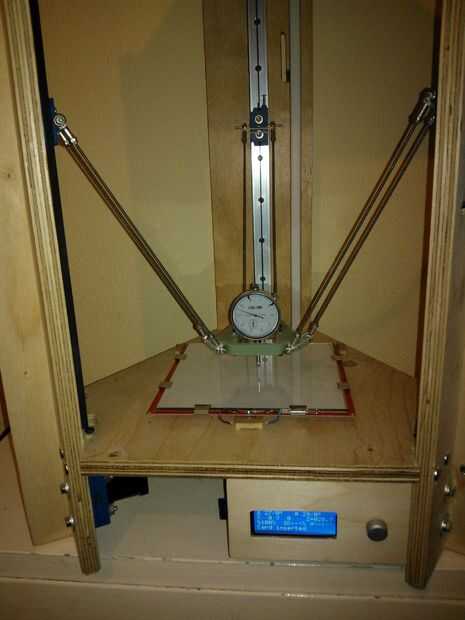






En el pasado he utilizado un reloj DTI para realizar una calibración manual de las torres. Recientemente he añadido una rutina para la versión de brazo del firmware para proporcionar una forma para automatizar parte del proceso. Esto hace la vida mucho más fácil!
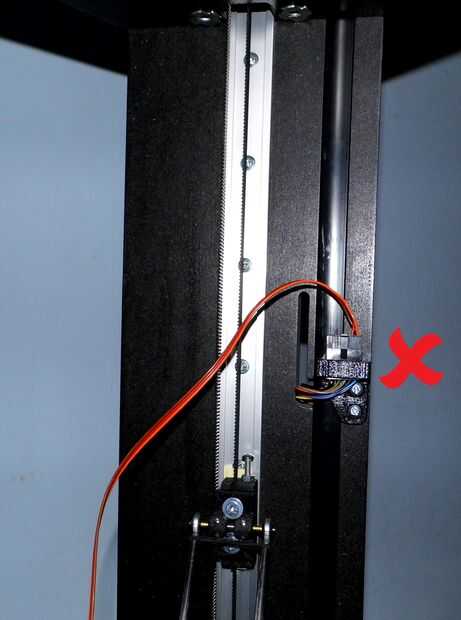
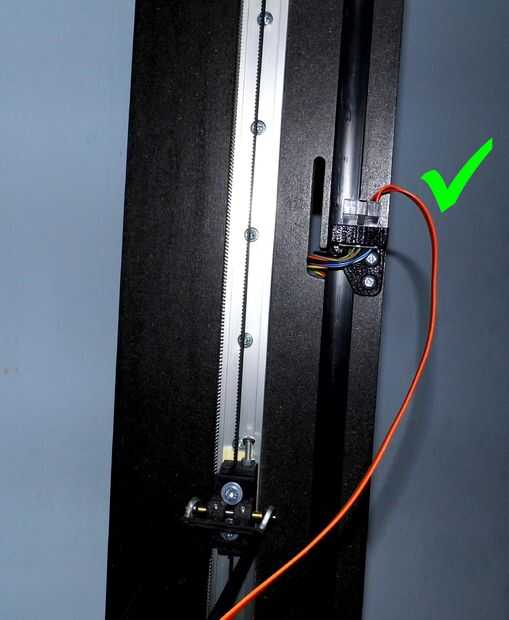
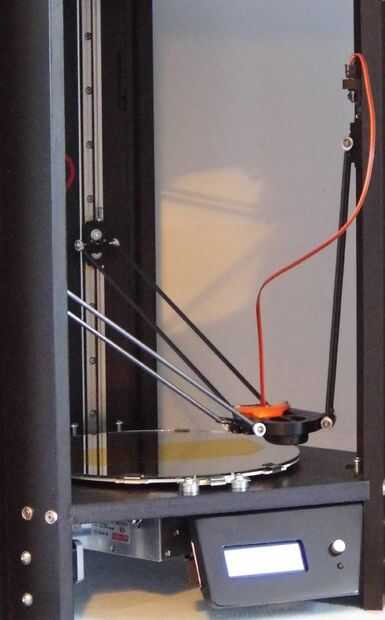
Empezar poniendo el pequeño, separadores de latón sobre los ejes de los carros lineair y los ejes de la efectora final. Después de esto, colocar las varillas en pares por medio de las bandas de goma. Doble hacia arriba las bandas de goma y asegúrese de que encajen en el hueco entre la cabeza del extremo de la varilla y el extremo del tubo de fibra de carbono. Use un efector final con un sensor óptico equipado. Inserte el conector en la toma de recepción en la Y-tower, cuidando a los cables que no se obstruyan el transporte lineal.
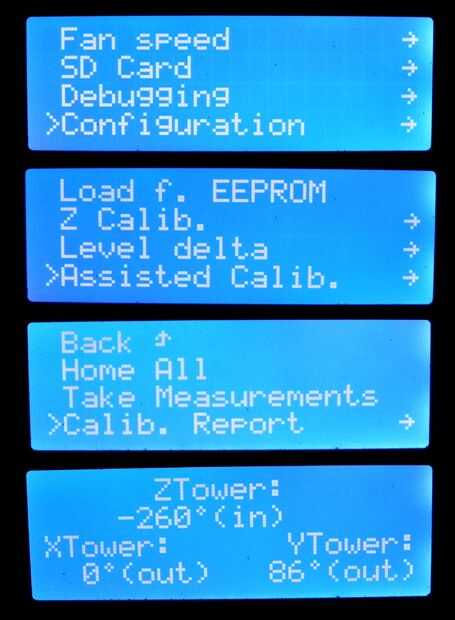
Conecte un cable de alimentación a la impresora y encienda la impresora. Presione el botón al lado de la pantalla una vez y girar para desplazarse hacia la 'Configuración'. Presione el botón para entrar en el menú de configuración y desplácese hacia abajo para seleccionar 'Asistida Calib.'. Seleccionando el 'tomar medidas' opción, la primera impresora de la voluntad 'Home' y proceda a realizar una medición de la altura de la cama cerca de cada una de las tres torres. - Nota: prepárate pulsar el botón de reset (en el pomo de aluminio) en caso de que las cosas van mal! Es posible que un tornillo en un carro lineal fijarse demasiado profundo. En este caso el carro golpearía el panel superior antes de la parada final se activara. También, como el sensor de sondeo es óptico, asegúrese de que las áreas que están limpias.
Como pronto las medidas se han adoptado con éxito, seleccione ' Calib. Informe ' para mostrar los resultados. Cuando se muestran los resultados, puede girarse la perilla para modificar todos los valores de tres relativamente uno al otro. Esto puede ser útil para obtener uno de los tres valores a cero. Los valores muestran cuánto los tornillos en los carros hay que ajustar, expresado en grados. Por ejemplo, 86 grados 'Out' de la torre Y significa el tornillo en las necesidades de transporte Y fijarse hacia fuera por (casi) un cuarto de vuelta. Utilice una llave allen y la llave para hacer ajustes y seleccione 'Tomar medidas' otra vez. Repita el procedimiento hasta que las diferencias entre las tres torres alojarte dentro de 30 grados. La primera algunas veces una nueva impresora realiza el procedimiento pueden variar los resultados algo como todavía todo es ropa de cama en. Después de algunos ciclos los resultados serán más consistentes.
Con el sensor óptico en combinación con el procedimiento de calibración asistida es la manera más rápida y más conveniente para obtener la impresión. Sin embargo, la forma más precisa para calibrar las Torres es utilizar un reloj DTI para el efector final. Esto es también esencial si necesitan realizar impresiones que son más grandes en x / y dirección. Para realizar una calibración manual con un reloj DTI, la idea es que probe la cama cerca de las tres torres y ajustar el final deja para que las mediciones de Z llegan a ser similares (dentro de 0,1 mm o superior). Para una cama redonda, las posiciones que sugiere son: X = 0, Y = 120 para Torre de Z; X =-104, Y =-60 para X torre; X = 104, Y =-60 Y torre. ¡ Mira el video en este paso para ver cómo realizar la calibración con el reloj del DTI. Consejo: Una rotación completa del tornillo mueve el tornillo o 0,7 mm. Utilizar esto para predecir cuánto necesita girar el tornillo, por ejemplo. para ajustar el tornillo de 0,35 mm, gire el tornillo de media vuelta. También, para reducir la medida de DTI para una torre particular, reducir la longitud o el tornillo, es decir. tornillo en. Para aumentar la medida de la DTI, aumentar la longitud, es decir. tornillo hacia fuera.




")


")
!")




