Paso 18: Capítulo 16 - puesta en marcha, calibración y pruebas




Resumen de 1601 - herramientas CAD/CAM y Software
La instalación de todo el software se tratarán en detalle más adelante en este capítulo. Esta sección ofrece una introducción general.
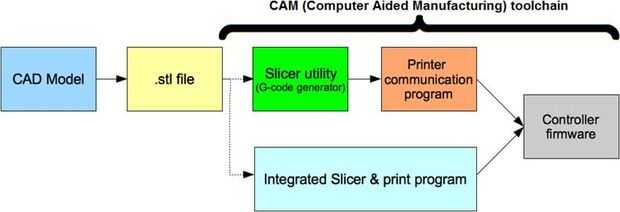
La secuencia de procesos que intervienen en la producción de un objeto físico por diseño asistido por computadora (CAD) y fabricación (CAM) se conoce como una cadena de herramientas. La imagen de abajo de la wiki de RepRap ilustra esta secuencia. Versiones de los programas de ordenador necesarios para la cadena de herramientas están disponibles para descargar como Software libre y código abierto, acorde con la filosofía del proyecto RepRap.
Diseño CAD y la producción de modelos 3D .stl es bien más allá del alcance de estas instrucciones, pero existe una amplia gama de diseños preparados para imprimir objetos en sitios como Thingiverse.
Convertir un diseño en Gcodes para imprimir usando una utilidad como Cura o Slic3r está también fuera de nuestro alcance, pero está bien documentado en los respectivos sitios web, y proporcionar archivos de configuración para adaptarse a la Mini de Kossel. Opcional pero sin duda útil para la calibración es el programa de comunicación de Tirada/Pronterface que usted tendrá que instalar para iniciar la puesta en marcha y pruebas de su Mini de Kossel. Versiones de Mac OS X y Linux también están disponibles para descargar.
La versión Mini de Kossel del firmware del controlador que Marlin necesita ser cargado en el Arduino Mega, suministrar una versión preconfigurada de la impresora. Algunas opciones sólo pueden ser determinados por la calibración de una impresora individual, y en este capítulo le guiará por el proceso de calibración. La configuración modificada tendrá que ser cargado en el Marlin, y esto se describe en detalle en el sitio web Arduino.
1602 software suministrado
Los programas y configuraciones que vienen o es necesario instalar son:
Descargar: Arduino: Arduino-1.0.5-r2: Página Web de Arduino
Tirada/Pronterface: Tiraje-Win-Slic3r - 10 Mar 2014: Tiraje/Pronterface
Kisslicer o Cura
Suministrado: Archivos de configuración Kisslicer
Marlin: Especial versión preconfigurada de Marlin
(Versión se puede encontrar aquí: https://github.com/jcrocholl/Marlin)
1603 conectar USB a la impresora
Conectar una USB A / plomo B (suministrado) en la impresora y el ordenador. No conecte todavía el cable de alimentación.
Usuarios de Windows
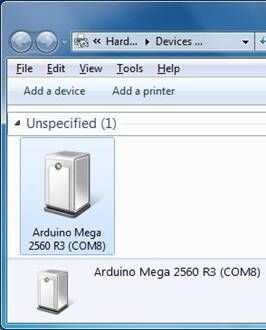
Windows debe encontrar el Mega como nuevo hardware y tratar de instalarlo. De lo contrario, siga las instrucciones como se describe en http://arduino.cc/en/Guide/Windows#toc4
Windows que te diga el número de puerto COM que ha asignado a la Arduino Mega durante la instalación del controlador, o lo puede conseguir desde el administrador de dispositivos. Tome nota de lo que usted necesitará en la próxima etapa.
Nota para Windows 8
Por defecto, Windows 8 será rechazar controladores de terceros como "arduino.inf" porque no están firmados digitalmente. Puede desactivar este comportamiento siguiendo el las instrucciones en el foro de Arduino.
Usuarios de Mac OS X
La Mega será reconocida automáticamente e instalado. Puede ser reconocido como un módem USB de tu Mac, pero esto no es un problema.
Comprobación de conectividad
Usuarios de Windows
Descargar copia tirada-Win-Slic3r - 10 Mar 2014 en una carpeta de su elección, luego ejecute el programa pronterface.exe. Se abre inmediatamente - no hay ningún proceso de instalación. Puede que quieres hacer un acceso directo del escritorio se abrirá lo con frecuencia durante la puesta en marcha y calibración.
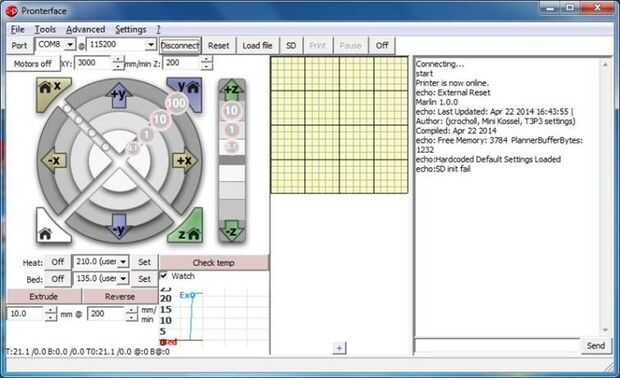
Verificar que el puerto COM (COM 8 en el ejemplo anterior) y velocidad (baudios 250000) correctamente establecido, marque la casilla de ver y conectan a la impresora. Usted debe obtener una pantalla similar a la siguiente.
Usuarios de Mac OS X
Instalar Pronterface
Siga las instrucciones aquí: http://reprap.org/wiki/Printrun#Mac_OS_X. El link te llevará a http://koti.kapsi.fi/~kliment/printrun/ donde se puede descargar la última versión (tiraje-Mac 10Mar2014.zip en el momento de la escritura). Una vez descargado y extraído puede que desee mover a la carpeta "aplicaciones". El nombre del archivo comenzará con "tirada".
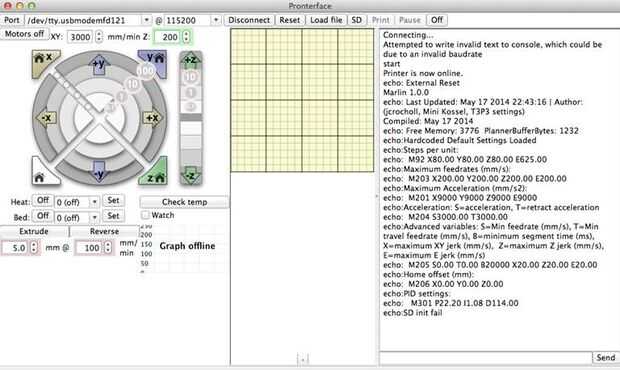
Abra el tiraje, garantizar que establece como la siguiente pantalla de ejemplo y haga clic en conectar. Obtendrás una pantalla similar a esta:
Ahora puede seguir las siguientes instrucciones de pruebas de puesta en marcha.
1604 ejecutar pruebas de puesta en marcha
A lo largo de las siguientes secciones habrá referencia a comandos, llamado G-codes, que son las instrucciones de que la impresora sigue. Comandos de todo manuales, así como archivos para imprimir, consisten en códigos G. Manual comandos se introducen mediante el cuadro de entrada de texto y el botón Enviar en la parte inferior derecha de la pantalla de Pronterface. Manual comandos pueden enviarse también haciendo clic en los botones dentro de Pronterface. Algunos códigos de G causan la impresora realizar una acción, otros reportan en el área de texto situado encima del cuadro de estado de la impresora.
Si usted necesita ver un código de G (la mayoría de los que, equivocadamente, empieza con M no G), hay una lista completa en el wiki de RepRap G-code. Ellos deben introducirse en mayúsculas. Tenga en cuenta que no todos los códigos G son compatibles con todas las variedades de RepRap firmware, incluyendo Marlin que se ejecuta por defecto en el tablero de Mini rampas de Kossel.
Algunos de los códigos G más comúnmente utilizados (no intentarlo sin embargo, antes de haber probado los topes!):
- G28 Inicio todos los ejes
- G29 Autolevel
- M106 S255 Fan en
- G1 X 0 Y0 Z50 mover cabeza todo al centro y a 50mm por encima de la superficie de vidrio
- G1 F1000 E50 saca 50mm del filamento
- M302 Reemplazar "Extrusora Safe"
Topes de prueba
Topes permiten que la electrónica de la impresora registrar dónde están los carros. El Kossel tiene sus topes máximo de X, Y, Z ejes y tiene un tope cuarto conectado a la sonda de Z, que permite la impresora para registrar Dónde está la cama y también para compensar la desalineación de cama ligera. Estas pruebas se confirman que los topes están trabajando correctamente. Tenga en cuenta que X, Y, Z topes de trabajo en el sentido contrario para el tope punta de prueba; están "abiertos" cuando no se activa, mientras la sonda está "cerrada" cuando no dispara.
Mover los carros a 50mm por debajo de los topes con la mano para que los topes no se producen y liberan la sonda de Z en la posición desplegada (empuje la parte superior de latón barra lateral-lo hasta que se encaja a presión hacia abajo).
En el cuadro de texto en la esquina inferior derecha de la pantalla, escriba M119 y haga clic en enviar o presione Entrar.
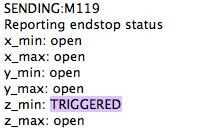
Debe reportar que los topes están abiertos, como a continuación:
Ahora prueba si los topes están conectados y funcionan correctamente: primero empujar la sonda Z hasta la posición retraída para liberar el interruptor Z-sonda. M119 tipo otra vez en Pronterface y pulse enter para enviar el comando, Z-min ahora debe reportar "provocó".
Ahora mueva el carro Z hasta el gatillo que z tope, enviar M119 otra vez los z_max deben informar ahora activado. Repita para Y y luego X, comprobando con M119 cada vez.
Solución de problemas:
- Si los topes no disparadas en el orden correcto, verifique el orden de los cables de tope donde están conectados en la placa de rampas
- Si un tope no muestra que se activa, comprobar el cableado y asegúrese de que los enchufes estén sentados correctamente
- Si la sonda (z_min) no se presenta como "abierta" cuando se implementa, la primavera puede necesitar que se comprimirá más moviendo la latón tornillo terminal cuadra más hasta el eje de latón. Si el resorte está comprimido completamente, trate de lo que pasa por el plástico con un pequeño toque de grasa lubricante. Si todavía no aparece como "abierta" cuando, trate de añadir otro resorte de un bolígrafo "clic" estilo.
Conectar alimentación a la impresora y dirección del check motor y autoguiado hacia el blanco
Encienda la impresora. Con los carros unos 50mm de la parte superior de las torres y una mano en el enchufe, listo para la alimentación, enviar el comando G28 o haga clic en el botón de inicio todos:
Los carros deben subir y golpear los topes. Si mueve hacia abajo, apagado inmediatamente, antes de llegar a la parte inferior, desconecte en Pronterface, desconecte los cables del motor X, Y y Z de la Junta de rampas y enchúfelos en el revés para invertir la dirección de rotación del motor.
Solución de problemas:
- Si no sucede nada, Compruebe la conexión del suministro de energía a la Junta de rampas (conector verde), debe estar presente en el enchufe de 12V
- Si se mueven en diferentes direcciones (es decir. algunos arriba algunos abajo) Compruebe que los tapones del motor son todos enchufados en la misma dirección
Verifique la rotación del ventilador
Con el encendido, escriba comando S255 M106 y el ventilador de enfriamiento extremo caliente comienza a girar hacia la izquierda y así que sopla en el extremo caliente.
Solución de problemas:
- Si el ventilador no está girando entonces cambiar la orientación de la clavija en el tablero de rampas y compruebe de nuevo
- Si el ventilador sopla lejos de lo hotend luego Destornillar el ventilador y revertirla, por lo que la etiqueta enfrenta a la hotend
Prueba final caliente
Seleccione calor 185 (PLA), haga clic en establecer y verificar la caja de reloj. Confirmar la línea gráfica se eleva a 185C y se estabiliza.
Calibración de 1605
En esta etapa será necesario hacer algunos cambios en Marlin.
Z-altura fija:
Nota: Un procedimiento de calibración más detallado de altura Z se da en Blog de Tony.
IMPORTANTE: Durante este procedimiento será necesario para el inicio de la impresora varias veces. Este parques la punta del extremo caliente en el centro superior de la impresora, en las coordenadas X = 0, Y = 0 y Z = MANUAL_Z_HOME_POS (como se establece en Marlin). Este es un importante punto de partida, pero apagando la impresora o restableciendo el controlador hará que la pérdida de estas coordenadas. Después de encender la impresora o la reconexión/reajuste de Pronterface, siempre Inicio la impresora con el botón de inicio o mediante el envío G28 para actualizar las coordenadas del extremo caliente, a menos que específicamente estas instrucciones no decirlo inicio de it. Conecte en Pronterface y el poder. Si ha iniciado esta sección con el hotend frío, ajuste la temperatura de extrusión en 185C. Esto es porque la hotend se expande ligeramente cuando se calienta, por lo que para una calibración exacta es mejor que todo en la temperatura impresión. No alimentan cualquier filamento de la extrusora y si ya hay filamentos en él, eliminarlo.
- Asegurar la sonda Z se retrae y el lecho de la impresión está montado firmemente en las fichas de vidrio
- Inicio de los ejes
- Enviar M114 para mostrar las posiciones X, Y y Z:
- X y Y deben ser 0.00, y Z debe ser 280 mm. Este es el MANUAL_Z_HOME_POS nos hemos propuesto como el valor por defecto a partir de altura de Marlin. Registrar esta figura como Z original. (249.8 mm en la imagen de ejemplo anterior, tomada después de que había hecho algunos calibración).
- Envíe el comando G1 Z20 para mover el extremo caliente hasta unos 20 mm por encima del centro de la cama de impresión. De hecho será menos de esto porque nos hemos propuesto deliberadamente la partida MANUAL_Z_HOME_POS a ser más alta que es realmente factible. Esto significa que el extremo caliente más cercano a la cama que Pronterface piensa que es. Esto le ahorrará tiempo en la creación, pero significa que usted tendrá que tener cuidado al mover más hacia abajo.
- Coloque una tira de 80 gsm enlace copiadora/impresora papel estándar en la impresión cama para servir como una galga para verificar la altura de la boquilla. Utilizando la Z +/-botones en Pronterface mueva la Z el eje progresivamente hacia abajo hasta la boquilla esté casi tocando la cama. Mover 1mm a la vez hasta que usted estima que la brecha es cerca de 1 milímetro. Mientras mueve el papel debajo de la boquilla, continúe bajando el eje Z, pero ahora utilizando 0,1 mm pasos hasta el papel comienza a arrastrar contra la boquilla. Ahora enviar M114 para mostrar la posición actual de Z:
- Grabar como Z-error - en este caso sólo 0,2 mm, aunque usted debe obtener un valor de 3 mm o más.
Solución de problemas:
Si la boquilla no bajar lo suficiente el ajuste de la altura Z en Marlin es demasiado pequeño (esto sólo ocurre reajuste altura Z después de quitar la cama de impresión). Estimar cuánto más viajes que necesita, probablemente no más que 1 o 2 mm. potencia abajo y desconecte de Pronterface. Abierto Arduino, abrir Marlin.ino, haga clic en la ficha de configuration.h, encontrar el #define MANUAL_Z_HOME_POS (alrededor de la línea 350) y aumentar el valor por el importe estimado necesitado, unos mm de repuesto, volver a subir el firmware, guardar y repita el procedimiento anterior.
Una vez que ha establecido Z-error, cambiar la configuración en Marlin en línea #define 350 MANUAL_Z_HOME_POS de 280.0 a 280 - Z-error (en el ejemplo sería 280 - 0.2 = 279.8 m)
Nota que no tienes que deducir el grosor del papel (~ 0,1 mm) en el cálculo de MANUAL_Z_HOME_POS porque el hotend necesita este espacio sobresale el filamento al imprimir.
Guardar, desconecte en Pronterface, subir y repita el procedimiento de control de altura Z para confirmar que todo fue correctamente.
Verifique la posición de gatillo Z-probe
Para desplegar la sonda de Z, el efector se mueve a la posición de despliegue, luego viaja a través de la dirección -X para que la pata corta de la sonda enganchones en la correa de distribución de Z y se encendió sobre hasta que puede ser tirado hacia abajo por la primavera.
Prueba de autoguiado hacia el blanco el cabezal de impresión (G28), luego envíe G29 para desplegar la sonda de Z, con una mano en el interruptor o el cable. Si no implementar la medida que pasa la correa de distribución de Z, apagar a la vez, desconecte en Pronterface y seguir el apartado solución de problemas a continuación.
Puede alargar el brazo ligeramente si es necesario con un pedacito de calor 1,6 mm encogimiento de tubería (suministrada). Es una buena idea para esto de todos modos para evitar el desgaste a largo plazo posibles sobre la correa mediante la activación repetida de la sonda.
Solución de problemas
Si la sonda Z no se desencadenan en el cinturón, necesitará ajustar la posición de partida en Marlin. La configuración correspondiente está en el archivo Marlin_main.cpp bajo deploy_z_probe() vacío en línea 826, aproximadamente un tercio de la bajada de este archivo muy largo. Un par de líneas por debajo de ella se dan las posiciones como:
Así que si el gatillo se necesita para mover a la correa por 5mm agregue 5 al número "destino [eje y]" (en este ejemplo 95 se incrementaría al 100.
Si la correa tiene que iniciar o detener más izquierda o derecha de la correa de los números de ajuste los dos "destino [eje_x (x_axis)]", la primera es la posición de inicio, el segundo la posición final.
Conjunto y prueba Z sonda retraiga la posición
Después de sondear el nivel de cama de impresión en una cuadrícula de posiciones, la sonda es movida a la posición de retracción y baja hasta que llega a la ficha de retracción plástica que lo empuja hacia arriba hasta que se retractó.
Hemos puesto la sonda retraiga posición en Marlin, así que debería funcionar simplemente ajustando la posición de la pestaña naranja.
Una vez que la sonda está implementando correctamente, permita que pase a través de toda la secuencia de sondeo e intentar retraer a sí mismo. Una vez que la impresora se mueve a la posición de retracción, corte la energía y mover la lengüeta de plástico debajo de la punta de prueba y ajuste el cinturón. Repita la prueba hasta que la retracción funciona correctamente.
Si la posición requiere ajuste, luego usar Pronterface mueva la sonda exactamente sobre el centro del perno en retracción, bájelo hasta que apenas toque y luego enviar M114 y tome nota de las coordenadas registrados. La posición de retracción en el archivo Marlin_main.cpp - encontrar retract_z_probe() vacío en línea 839 y unas líneas más abajo que las posiciones se dan como:
Cambiar los valores de X e Y (sólo) de los destinos a los valores apenas han determinado, guardar, cargar y probar. Nota no cambie la posición de Z los resultados consiguió usando M114 o bien la sonda se estrellan en la cama y retraiga torre.
Establecer compensaciones Z-sonda (opcional)
La distancia entre la punta de la sonda de Z y la punta de las necesidades del caliente-fin para establecer con precisión. Los desplazamientos se definen en configuration.h de Marlin, alrededor de la línea 355:
El primer número (0 en la imagen de arriba) es el desplazamiento X - normalmente cerca de cero como la punta de prueba está directamente detrás del caliente-fin.
El segundo número (13 en la imagen de arriba) es el desplazamiento Y-offset: la distancia entre las puntas en la dirección Y.
El tercer número, la compensación de Z, es crítico y se mide y se establece como a continuación, siguiendo el procedimiento de Johann Rocholl en https://github.com/jcrocholl/Marlin (parte inferior del archivo Readme).
- Coloque un pedazo de cinta de pintor azul en el Printbed cerca del centro. Hacer una pequeña marca de Cruz en la cinta con un marcador/rotulador cerca del centro de la cama.
- La punta del extremo caliente se mueven en Pronterface a la posición exactamente sobre la marca tocando la cama (Z = 0) y mueva la boquilla de hasta 0,1 mm con PronterfaceDisplay esta posición enviando M114:
- >>> M114
ENVÍO: M114
X: - 0.60Y:0.90Z:0.80 - Se trata de la posición «Cero de boquilla»
- Levante el extremo caliente de 20mm para asegurar que haya espacio para la sonda.
- Manualmente activar la sonda de Z y Pronterface para colocarla directamente encima y casi tocar la baliza en el lecho de la impresión.
- Baje la sonda 0,1 mm a la vez hasta que oiga el clic del micro como se libera. Si usted no puede oírlo, enviar M119 en Pronterface después de cada 0,1 mm para comprobar cuando se activa el tope Z-min.
- Ahora enviar M114 en Pronterface para obtener la posición de la sonda, que da los valores de desvío.
- Registrar estos valores como"sonda" y restar las posiciones «Boquilla cero» de ellos.
Sonda cero valores - boquilla cero:
X:2.90Y: - 17.00Z:3.60 - X: - 0.60Y:0.90Z:0.80 es igual a
X:3.50Y:-17.90Z:2.80 - y entrar en el campo Z_PROBE_OFFSET define en Marlin, cambiando los signos:
#define Z_PROBE_OFFSET {-3.5,17.90, -2.8, 0} - Ahora desconecte en Pronterface, volver a subir la aguja, vuelva a conectar en Pronterface, seleccione la temperatura de extrusión C 185, casa impresora (G28) y luego probe la cama (G29).
- Entre G1 X 0 Y0 Z10, y utilice Pronterface para mover el hotend hacia la cama, usando un pedazo de papel como una galga. El documento sólo debe arrastrar cuando el hotend llega a 0 en Z (uso M114 a confirmar)
Solución de problemas:
- Si el extremo caliente llegue a cero antes de arrastrar en el papel luego el valor de Z del desplazamiento en Marlin es muy poco, así que aumente por el importe estimado, más un milímetro más y repita hasta que tenga el ajuste correcto.
Repita la secuencia medida de sonda de casa hasta que no haya ningún error más entre la altura de la sonda y la altura medida con el calibrador de separaciones.
Finalmente, Inicio la impresora, que elimina la altura Z determinada por el proceso de nivelación automática y ajusta la altura de Z al valor de MANUAL_Z_HOME_POS. Enviar G1 X 0 Y0 Z5 y baje la punta en el papel otra vez. Exactamente la misma cantidad de arrastre como en la medición de altura Z original significa que ahora ha medido exactamente el desplazamiento.
Compruebe la gama de X y Y
Se trata de un cheque para que el cabezal de impresión puede moverse alrededor de la medida de la printbed cerca de la superficie sin enganche en nada.
- Hacia el cabezal de impresión de 1mm de la cama (G1 X 0 Y0 Z1)
- Pasar a:
X85 Y0 G1
Y0 DE LA G1 X-85
G1 X 0 Y85
G1 X 0 Y-85 - simplemente mueva y -85 con Y = 0, X = 85
- y y Y = 85 -85 con X = 0, usando el comando G1 con las coordenadas adecuadas. Verificar visualmente que la punta del extremo caliente unos 5mm del borde de la printbed de cristal de espejo de 180mm. Por fin inicio la impresora.
Nota importante: No mueva el cabezal de impresión en la dirección X e Y cuando se aloja. Uno o más de la voluntad de carros trataran y mover hacia arriba más allá de los topes y no responderán a tope disparo. Esto podría dañar los motores, correas y electrónica. Siempre mover el cabezal de impresión hacia abajo en Z por lo menos 100mm antes de trasladarse en X e Y.
Para lograr una buena adherencia del filamento PLA de la placa de vidrio, utilice un palillo de pegamento UHU y aplique una capa delgada de pegamento en la cama de cristal antes de cada impresión.
Verificar y calibrar la extrusora
Sin embargo no carga filamento! Enviar M302 para prevención de extrusión en frío en Marlin. Establecer Pronterface a sacar 10mm del filamento y haga clic en extrusión. El engranaje grande en la extrusora debe girar en sentido horario visto desde arriba. Haga clic en atrás y confirman gira en sentido antihorario.
Separar temporalmente el filamento del tubo de Bowden en la extrusora por presión en la brida de plástico negro o azul mientras tira suavemente hacia fuera del tubo. Corte alrededor de 500 mm de filamentos y cortar un punto en el extremo que se insertará. Haga clic en el botón de apagado de motores en Pronterface. Alimentar el extremo puntiagudo del filamento en el lado opuesto de la extrusora del tubo de accionamiento a mano, girando el engranaje grande lentamente hacia la derecha, al igual que al comprobar después de Asamblea.
Una vez que emerge un pequeño camino desde el otro lado de la extrusora, poner un trozo pequeño de cinta en ella con la cara de la extrusora.
Establezca la distancia de extrusión en 30mm en Pronterface y la velocidad a 100 mm/min.
Haga clic en Extrude, espere a terminar y ahora medir con la mayor precisión posible la longitud del filamento.
En este la distancia sacada era realmente de 29 mm para que el DEFAULT_AXIS_STEPS_PER_UNIT de la extrusora en Marlin debe aumentarse en la proporción 30/29 para hacerlo sacar filamentos más. Desconecte la impresora en Pronterface y encuentre la línea 329 en Marlin configuration.h:
Los pasos E ajuste necesita ser aumentado para 30/29 x 625 = 647. Hacer este cambio y luego subir la aguja otra vez.
Conecte de nuevo en Pronterface y enviar M302 otra vez para anular prevención extrusión en frío. Marque el filamento nuevamente con cinta en consonancia con la cara de la extrusora. Saca 30mm nuevo - la cantidad sacada ahora debe medir 30mm, dentro de los límites de medida. Si no es así, repita el procedimiento de calibración. Una vez que precisa es sacar 30mm, repetir con el conjunto de la cantidad sacada a 60 mm. ajustar los pasos E como necesario en la aguja y vuelva a probar. Una vez es correcto en 600mm, ejecutar una comprobación final a 100 mm. La longitud de extrusión debe ser dentro de 1mm de 100 mm, que 99% + de precisión, que es lo suficientemente bueno. Guardar la configuración en Marlin.
Ahora quite la corta longitud del filamento utilizado para la calibración y descarte. Sustituya el tubo de accionamiento y en el extremo de la muestra de filamento siempre a mano hasta que salga en el tubo de Bowden. Conectar en Pronterface, encendido, Inicio la impresora y ajustar la temperatura del caliente-fin 185 (PLA). Una vez alcanza esta temperatura, use el botón Extrude para alimentar 100 mm del filamento en un momento en 300 mm/min hasta que quede al final efectora del tubo Bowden. Debe necesitar 4 va.
Luego alimentación 20 mm en un momento en 100 mm/min hasta que el filamento fundido comienza a surgir desde la punta del extremo caliente.
Se ha completado con éxito el proceso de calibración.












