Paso 9: Configuración y calibración
Varias partes necesitan configuración y calibración. Cada parte de este paso contribuirá significativamente a mejorar la calidad de sus impresiones.
He utilizado prusa predeterminado en el paso anterior para probar la extrusora. Después de la calefacción del estirador pude sacar algunas PLA. Ahora es el momento para medir y calcular si todas las configuraciones son correctas. A cambiar el archivo configuration.h si es necesario y subirlo a la ATMEGA. Recuerde que cargar el archivo después de cada cambio.
La Web de reprap.org tiene toda la información necesaria para la calibración de la impresora. Una cosa que no está en esta lista es PID Sintonía. Esto se describe en el wiki de Reprap. Empecé con la sintonización de PID porque es independiente de la calibración de la impresora.
Sintonización de PID
Ya que estoy utilizando aguja para controlar la cama de calor y la extrusora necesito establecer los parámetros correctos para la calefacción de estos objetos. Antes de la impresión que necesitamos ajustar la temperatura de la extrusora y el calor. Cuando la impresora convierte en la cama de calor la corriente fluye a través de una resistencia y la temperatura se eleva. En algún momento se alcanza la temperatura seleccionada. Ahora la impresora se apaga la energía de la cama de calor. Porque hay algunos retrasos, en alcanzar la temperatura y apagado, la temperatura superará la temperatura. La configuración PID almacena las características de la temperatura de la cama de calor (estirador). Ralentizará la calefacción cuando la impresora alcanza la temperatura seleccionada,
El siguiente comando (después de conectar a la impresora con el prconsole) enciende la cama calor hasta llegar a 60 grados centígrados. Y mantiene a 60 grados para 8 cycly.
M303 S60 E-1 C8
La consola da los resultados
sesgo: d: 78 78 min: 59.79 máximo: 60.19 Ku: 504.75 Tu: 10.22
Clásico PID Kp: 302.85 Ki: 59.24 Kd: 387.04
Terminado de PID Autotune!
Poner las constantes Kp, Ki y Kd pasadas desde arriba en Configuration.h
Después de configurar el calor cama continúe con la extrusora. Éste tiene una temperatura más alta:
M303 E0 S190 C8
Mis primeros resultados son:
sesgo: d: 65 65 min: 186.25 máximo: 194.55 Ku: 19.95 Tu: 51.51
Clásico PID Kp: 11.97 Ki: 0,46 Kd: 77.09
Terminado de PID Autotune!
Poner las constantes Kp, Ki y Kd pasadas desde arriba en Conf iguration.h
Ejecute los comandos varias veces hasta que los valores dejen de cambiar. Siempre comienzan con un frío calor cama/extrusora. Mi resultado es (no use estos valores, determinar sus propios ajustes):
#define PIDTEMP
#define DEFAULT_Kp 11.60
#define DEFAULT_Ki 0.40
#define DEFAULT_Kd 83.55
#define PIDTEMPBED
#define DEFAULT_bedKp 310.61
#define DEFAULT_bedKi 60.76
#define DEFAULT_bedKd 396.96
Motores
La configuración de la página de instructables para un i3 de Prusa del edificio es:
#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,4000,760*1.1}
Cuando se utiliza 8825 stepsticks en lugar de 4988 stepsticks los valores son (1/16 vs 1/32 paso)
#define DEFAULT_AXIS_STEPS_PER_UNIT {157.4804,157.4804,8000,317,6616}
Ambos valores están equivocados para mi impresora. Hacer la matemática y calcular estos valores de su propia impresora. Terminé con los siguientes valores:
#define DEFAULT_AXIS_STEPS_PER_UNIT {160, 160, 8000, 291.0261}
Es sólo 2,52 pasos por unidad, pero notarás la diferencia.
Estirador de
He hecho mi matemáticas: steps_per_mm = (motor_steps_per_rev * driver_microstep) / (hob_effective_diameter * pi) = (200 * 32) / (7 * 3,1415926) = 291.02618
Pero la práctica es diferente de la teoría. Todo ha salido de alguna manera porque tenía el inyector mal también. Después de la alteración de la configuración de la boquilla correcta 0.3 mm, la impresora le dio demasiado filamento. Primer pensamiento era reducir a la mitad del valor, tal vez no era el multiplicador de paso a paso 1/32th pero 1/16. Filamento de 10 cm de alimentación (con Pronterface) a la boquilla utiliza sólo filamento de 5,4 cm. Había multiplicado a mi configuración con 0.54. Repetí esta prueba después de subir el firmware a la impresora. Por último, con una configuración de medidas 191/mm, la impresora dio la cantidad correcta de filamento de 100 mm.
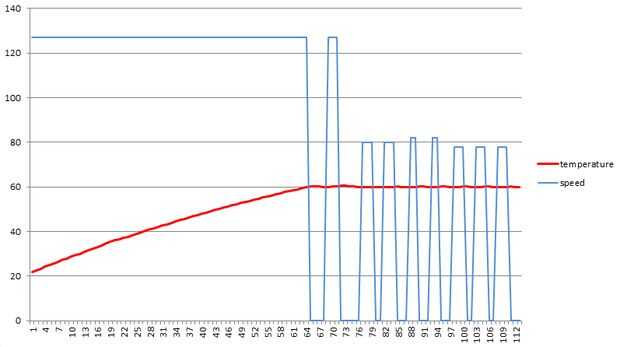
A continuación ajuste que quería comprobar era tasa de alimentación de la extrusora (segunda imagen). Empecé con un filamento de 100 mm a una velocidad de 10 mm/seg. Esto resultó en el uso de filamento de 100 mm (esto tuvo 10 minutos). La siguiente prueba fue de 30 mm/seg, que también utiliza filamento de 100 mm. Aumenté la velocidad de avance hasta la extrusora no podía manejar el filamento de 100 mm. Esto sucedió sobre la velocidad de alimentación de 75 mm/seg. Cambié el valor a un valor seguro de 60 mm/seg.
Cama de nivelación
Esta parte se describe en el wiki de Reprap (nivelación de la cama de impresión).
Software
El tamaño de la boquilla por defecto del software es 0,5 mm. El tamaño de la boquilla de extrusoras es 0,3 mm. Tenemos que modificar la configuración de software antes de imprimir. Las primeras pruebas con esta impresora fallaron debido a utiliza el valor predeterminado. Esto resultó en la alimentación la cantidad equivocada de filamento y una altura de capa demasiado grande.



")




")

")


