Paso 8: electrónica

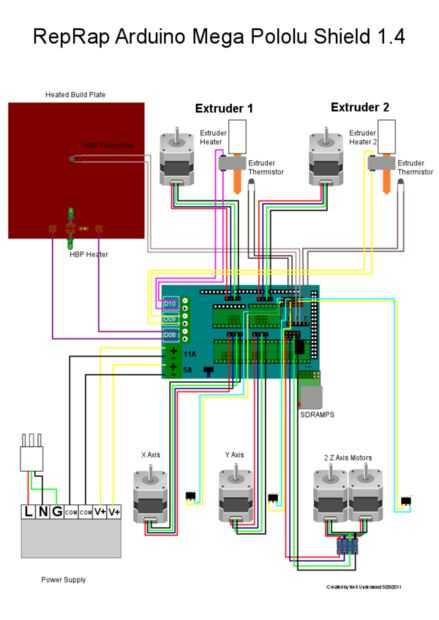

Ver reprap.org, construir una impresora 3D de Prusa i3 o botbuilder Prusa I3 construcción guía para conectar toda la electrónica.
Microstepping
Los steppers Nema tienen 200 pasos por revolución. Microstepping puede ser aumentar el número de pasos por revolución. Esto se ha establecido para cada paso a paso y se puede hacer mediante la colocación de jumpers en la placa de rampas (3 puentes de azul en la primera foto). Coloque los puentes microstepping antes de colocar el stepsticks en el tablero de rampas. Si tienes el A4988 los 3 puentes dan un microstepping del 16. La drv8825 puede dar un microstepping hasta 32.
Magnitud del A4988
J1 j2 j3
no no no fullstep
no sí no halfstep
no sí no 1/4paso
sí no sí 1/8step
Sí Sí Sí 1/16step
Tamaño de paso de Drv8825
J1 j2 j3
no no no paso completo
no sí no paso de media
no sí no paso de 1/4
sí no sí paso de 1/4
no sí paso de 1/16
no sí paso sí 1/32
No Sí Sí 1/32step
Sí Sí Sí 1/32step
Topes
Se pueden utilizar hasta 6 topes. El número mínimo de topes es 3, uno para cada eje. Uso el X1, Y1 y Z1 conectores si tiene 3 topes. Cada tope tiene 3 cables, conectar (de arriba hacia abajo) como sigue:
-señal
-tierra
-vcc
Steppers de NEMA
Los steppers tienen 4 cables. Conecte los cables a la placa de rampas. Los pines de conexión son números 1A, 1B, 2A, 2B (de izquierda a derecha). Echa un vistazo a la hoja de datos de los pasos. Esto le dará el siguiente cableado:
-1A negro
-1B verde
-2A azul
-2B rojo
Después de conectar toda la electrónica es tiempo para probar los steppers, topes, calefacción cama y la extrusora.
Antes de cargar el software de Marlin a la impresora, el configuration.h debe modificarse. Después de la carga debe ser posible imprimir. Mi primera impresión tuvo algunos problemas con la cantidad de filamento pero todo funcionaba. El principal problema era la diferencia en la configuración del filamento y la boquilla de la extrusora. Esto fue causado por la configuración de Pronterface. El filamento esperado era de 3 mm2 y el tamaño real es 1.75 mm2. Esto resultó en la alimentación de filamento muy pocos. Siguiente error fue que el tamaño de la boquilla de predeterminado es 0,5 mm con una altura de capa de 0,4 mm. La boquilla real es 0,3 mm.
Versión y cabecera
#define STRING_VERSION "1.0.2"
#define STRING_URL "reprap.org"
#define STRING_VERSION_CONFIG_H "20150530" de __DATE__ __TIME__ / / construir la fecha y la hora
#define STRING_CONFIG_H_AUTHOR "(Gosse, LegoPrinter)" / / quién hizo los cambios.
#define STRING_SPLASH "v" STRING_VERSION "-" STRING_URL / / aparecerá durante el arranque
Rampas
Esta impresora utiliza un tablero de carneros 1.4 con un único de extrusión.
#define Motherboard, Tarjeta madre BOARD_RAMPS_13_EFB
#define ESTIRADORES 1
Termistores y temperatura
Los 2 termistores el calor y la extrusión son 100 k NTC dando tipo 1 los termistores:
0 no se utiliza
1 es 100 termistor k - mejor opción para EPCOS 100k (subida de 4,7 k)
2 es 200 termistor k - 204GT-2 de Semitec ATC (4.7 k pullup)
3 es Mendel-piezas termistor (4.7 k pullup)
#define TEMP_SENSOR_0 1
#define TEMP_SENSOR_1 0
#define TEMP_SENSOR_2 0
#define TEMP_SENSOR_BED 1
Ajustes de temperatura máxima. Estos valores dependen del calor cama y extrusora. La temperatura máxima para el Geeetech MK8 es 280 grados centígrados.
#define HEATER_0_MAXTEMP 275
#define HEATER_1_MAXTEMP 275
#define HEATER_2_MAXTEMP 275
#define BED_MAXTEMP 150
Topes y tamaño
Ubicación de los topes. 1 es en la posición máxima y -1 en la posición de mínimo. Autoguiado hacia el blanco con los siguientes resultados de ajustes en: un eje Y (cama de calor) en la parte delantera, el eje X a la izquierda y el eje Z en la posición más baja. Esta posición de la extrusora es el hogar de mi impresora:
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
Max printsize (depende de la construcción):
#define X_MAX_POS 195
#define X_MIN_POS 0
#define Y_MAX_POS 215
#define Y_MIN_POS 0
#define Z_MAX_POS 200
#define Z_MIN_POS 0
Pasos, velocidad y aceleración:
Velocidad de avance de homing es en mm/min en lugar de mm/seg.
#define NUM_AXIS 4 / / el orden de eje en todos los ejes relacionados con arreglos de discos es X, Y, Z, E
#define HOMING_FEEDRATE {20 * 60 20 * 60, 60 * 1, 0} / / establecer la velocidad de regreso (mm/min)
Paso a paso NEMA 17: 360 / 1,8 grados = 200 pasos por rotación
drv8825 microstepping = 32 (max)
microstepping a4988 = 16 (nax)
Pasos de eje de X y de Y por unidad:
steps_per_mm = (motor_steps_per_rev * driver_microstep) / (belt_pitch * pulley_number_of_teeth)
= (200 pasos * 32) / (2 m * 20) = 160 pasos/mm
Pasos de eje de Z por unidad:
echada de la barra 5 mm roscada = 0.8 (grueso) o 0.5 (final)
steps_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitch
= (200 * 32) / 0,8 = 8000
Estirador de pasos por unidad:
steps_per_mm = (motor_steps_per_rev * driver_microstep) / (hob_effective_diameter * pi)
= (200 * 32) / (7 * 3,1415926) = 291.02618
#define DEFAULT_AXIS_STEPS_PER_UNIT {160, 160, 8000, 291.0261}
#define DEFAULT_MAX_FEEDRATE {1500, 1500, 2.5, 32} / / (mm/seg)
#define DEFAULT_MAX_ACCELERATION {1500,1500,100,10000}
#define DEFAULT_ACCELERATION 1500 / / X, Y, Z y E máxima aceleración en m/s ^ 2 para impresión de movimientos
#define DEFAULT_RETRACT_ACCELERATION 1500 / / X, Y, Z y E máxima aceleración en m/s ^ 2 para se retrae
Constantes de precalentamiento (necesita calibración, ventilador siempre está en el 100%)
#define PLA_PREHEAT_HOTEND_TEMP 180
#define PLA_PREHEAT_HPB_TEMP 70
#define PLA_PREHEAT_FAN_SPEED 255 / / insertar valor entre 0 y 255
#define ABS_PREHEAT_HOTEND_TEMP 240 #define ABS_PREHEAT_HPB_TEMP 100
#define ABS_PREHEAT_FAN_SPEED 255 / / insertar valor entre 0 y 255



")




")

")


