Paso 2: El Software
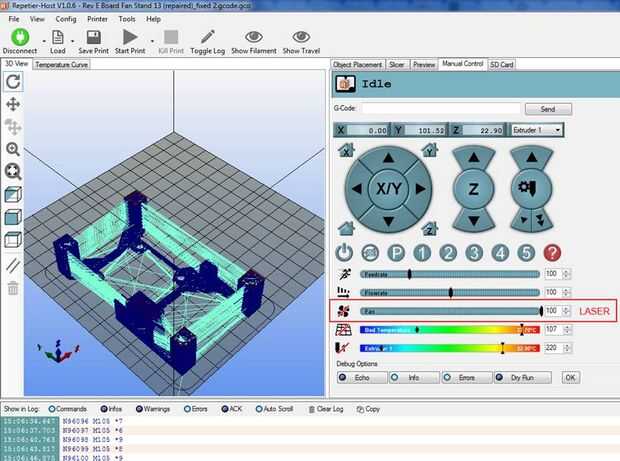

La impresora uso Repetier Host software de código abierto para el control de la boquilla.
Para utilizar la función del Laser de la impresora, necesitará ser capaz de controlar el encendido/apagado láser función.
Para hacer esto, conectar a la salida del ventilador de la impresora controllerboard. Acabo de leer las instrucciones de JTec sobre esta aquí.
La idea es usar Inkscape para generar la GCode para la impresora. Pero entonces es necesario un plugin especial para obtener los comandos de derecha.
La impresora utiliza el código M106 y M107 para activar o desactivar el ventilador de la impresora. Por lo tanto, con el plugin adecuado, se generará el código y el software se convertirá un apagado del diodo laser ya que necesita.
Inkscape puede descargarse desde aquí: https://www.inkscape.org/en/download/windows/
Los plugins para las instrucciones y la impresora se puede encontrar en página web JTechs, o aquí.
Para hacer un GCode para la impresora en Inkscape, usted debe:
1. instalar el plugin de Inkscape.
2 . Hacer un dibujo nuevo. Determinar el tamaño de la zona de la impresora (20 cm x 20 cm en un K8200)
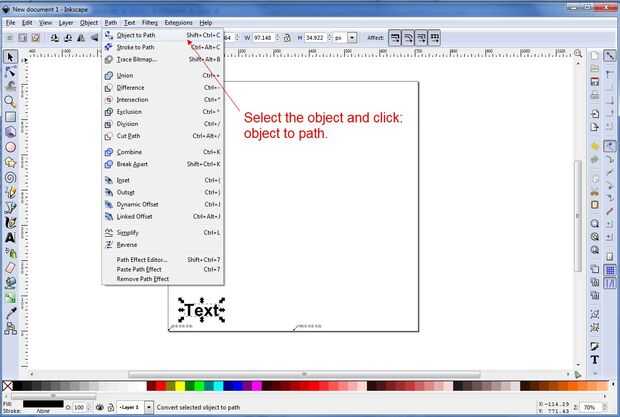
3. escriba el texto que desea cortar.
4. los objetos del grupo. Objetos - grupo (Ctrl + G)
5. convertirlos en un camino. Objeto - objeto al camino (Mayús + ctrl + C)
6. ahora usted puede generar la GCode empujando extensiones - Laserengraver - Laser
7. en la ventana de usted, elija la ubicación del archivo. Hacer una carpeta llamada c:/salida
8. velocidad de grabado en sistema láser a 300, pulse aplicar. (Ajustar según sea necesario)
Ahora si ha generado un archivo de gcode en la carpeta c:/salida.
9. inicie su anfitrión Repetier y cargar la Gcode.
10. verificar que la gcode es similar a esto:
G90
G21
G0 X40.3853 Y18.9984
M106
G1 F300.000000
G1 X40.3853 Y17.5167
G1 X39.1153 Y17.5167
G1 X39.1153 Y14.6856
G03 X39.1309 Y13.8277 I23.6325 J-0.0001
.
Algunos comandos básicos:
M106; (se enciende el láser)
G1 F300; (ajusta la velocidad)
G1 X # Y #; (se mueve a la ubicación X # Y #)
G1 X # Y #; (se mueve a la ubicación X # Y #)
G1 X # Y #; (se mueve a la ubicación X # Y #)
M107; (Se apaga el láser)
Ahora, todo sobre el ensayo y error. Probar diferentes materiales y velocidades de corte
RECUERDE USAR GAFAS TODO EL TIEMPO QUE EL LÁSER ESTÁ EN...!
Dos archivos de aquí que se puede utilizar como un ejemplo. Uno para el software Inkscape y Gcode generado para el K8200 con los comandos M106 y M107.
Por favor, dígame si esto no funciona para la impresora, como he experimentado algunos problemas con el láser no prendiendo y apagando entre las letras.
 para corte por láser")






 para corte por láser")
")




