Paso 3: Usando el presionador: preparar molde verter el material, poner en cámara y presurizar







Ahora que el tanque de la pintura se convierte en una cámara de presión de buena fe, su tiempo para preparar su molde de fundición. Yo utilizando Smooth-Cast 325 (este proceso también es esencial para la serie Crystal Clear así), por lo que puede haber algunos pasos que son específicos para este material. Siempre lea las hojas de datos materiales y consultar con los técnicos durante la compra para más detalles. Si desea repasar sobre la terminología de la fabricación del molde, aquí es un buen recurso.
Antes de empezar a verter, creo que es importante discutir otros problemas potenciales, como mucho puede fallar en el proceso y resultado en pérdida de tiempo, no sólo el dinero serio. En primer lugar, si utiliza silicona como el material del molde, debes saber que más kits de RTV de silicona deben estar vacío desgasificado para reducir las burbujas de aire en la superficie en el interior del molde (aquí tenéis un vídeo sobre el proceso, tenga en cuenta la pobre técnica verter en 1:57 - para reducir aún más las burbujas de aire, técnicos de Smooth-On recomiendan que usted vierte el alto no directamente arriba de sus objetos y sólo en un lugar como se muestra en este video en 1:12). Artefactos en el molde no pueden ser reparados por presurización.
Profesional cámaras de desgasificación de vacío cuesta más de $200, pero afortunadamente hay un Instructable en hacer un aparato vacío DIY para cerca de $20. Hay otros trucos que usa la gente para evitar burbujas de aire, como poner la silicona en una bolsa ziplock grande, mezclar, cortar una esquina y verter. Creo que merece la pena intentarlo, pero si está vertiendo un molde que necesita más volumen, creo que el aparato vacío DIY es el camino a seguir.
Que todo se dice, hay algunos productos que de ellos mismos, aunque no son perfectos. Un tal producto es Molde de estrella, y por supuesto querrá practicar las técnicas en el producto video. No he visto otros productos que el aire se pero estoy seguro que existen. Por desgracia hay no hay resina que presuriza a sí mismo, por lo tanto, la necesidad de este Instructable.
OK pasando. Una vez que usted tiene un molde listo para ir y está trabajando en un área bien ventilada, colóquese guantes, gafas y mascarilla antes de rociar la liberación en el molde. Dejar reposar unos 15 minutos, o sin embargo largo recomienda su liberación. Facilidad liberación 200 de Mann es el producto gratuito recomendado para Smooth-Cast 325.
Luego mezclar parte B primera (claramente marcada en el producto). Mantener la varilla de mezclar en la parte inferior del envase y asegúrese de raspar los lados también. Si desea agregar colorantes o aditivos como un curativo resistente a UV, Smooth-cast requiere mezclarse durante este paso.
Después de la parte B se mezcla completamente, agregar una cantidad igual de la parte A (Smooth-cast 325 tiene una fácil relación de mezcla de 1:1). En este punto usted tendrá que trabajar rápido, como el tiempo de trabajo ("pot-life") de 325 es de unos 3 minutos. Si es demasiado rápido para su aplicación, también puedes 326 o 327 que tienen tiempos de trabajo de 7 a 20 minutos, respectivamente. Asegúrese de tener todo antes de añadir parte A (es decir, compresor y presionador listo para funcionar). Cuando se agrega la parte A, recuerde mezclar suavemente ya que este material tiene una baja viscosidad y puede salpicar alrededor. También es necesario mezclar vigorosamente como usted haría con silicona. Mezclar durante unos 45 segundos y siempre mi tiempo con un cronómetro.
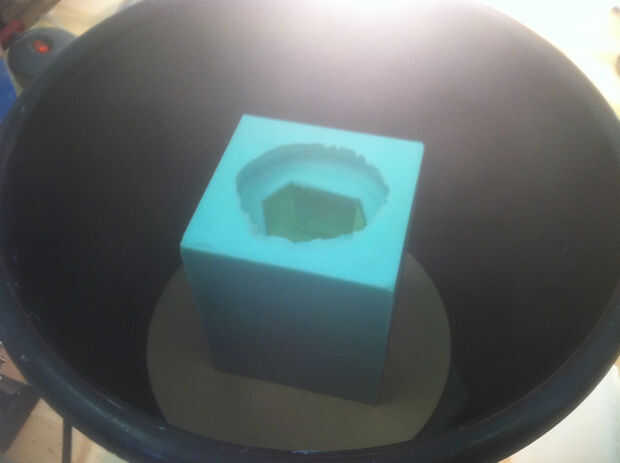
Una vez que el material se mezcla completamente, "pour baja" y en el mismo lugar, que ayuda a prevenir la introducción de burbujas de aire adicional (es decir, llevar mezcla envase tan cerca el molde como sea posible, luego Vierta y mantenga constante). Después de su vaciado, notará algunas burbujas de aire en la superficie, pero ya que vas a presionar el molde, usted no tiene que preocuparse de ellos! (Nota: verter bajo es mucho más crítico cuando no usando una cámara de presión... en cualquier caso nunca duele técnica buena práctica).
A continuación, coloque el molde en el tanque. Utilizar una pieza circular de madera para asegurarse de que el molde se caiga, como la parte inferior de mi tanque de la pintura es cóncava. Una vez que el molde está dentro tenga cuidado de no mover el tanque, ya que el molde podría derribar y derrame (aprender de mi error y ser conscientes una vez que el molde es en tanque). Si sucede, no trate de limpiar el material - esperar hasta que se cura y luego salte hacia fuera. Si usted está preocupado acerca de esto pasando, rociar algunos lanzamiento del depósito previamente para limpiar será fácil.
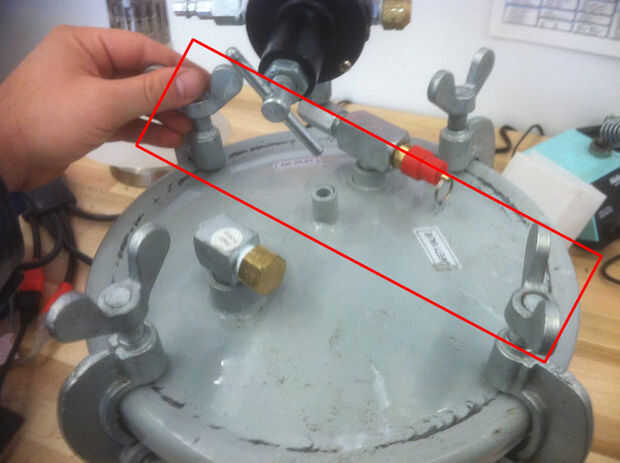
El siguiente paso es una práctica recomendada del manual del tanque de pintura. El fabricante recomienda apretar los tornillos de la tapa opuesta al mismo tiempo cuando cierre la tapa. Apretar estos tornillos en tándem una full-vuelta en un momento antes alternando con el par de opuestos, que asegura que la tapa se sella igualmente en todos los puntos. Si no sella correctamente (es decir, demasiado apretado en un lugar o no lo suficiente en otro lugar), se escuchará el sonido del aire que se escapa y no se alcanzará la presión óptima. Creo que su sabio para presurizar la cámara de una o dos veces antes de verter un molde para Compruebe que todos los casquillos y tapa sean de práctica.
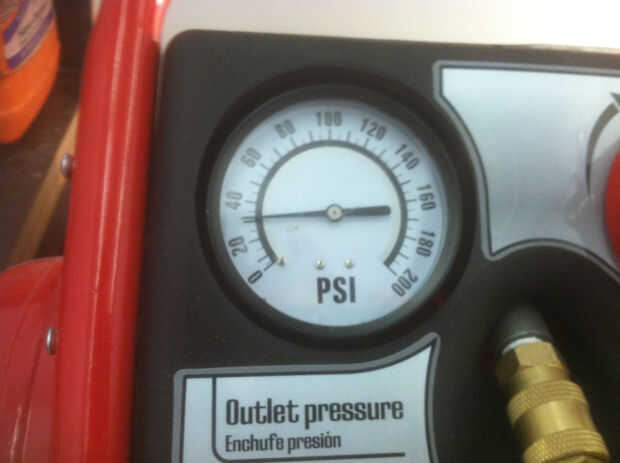
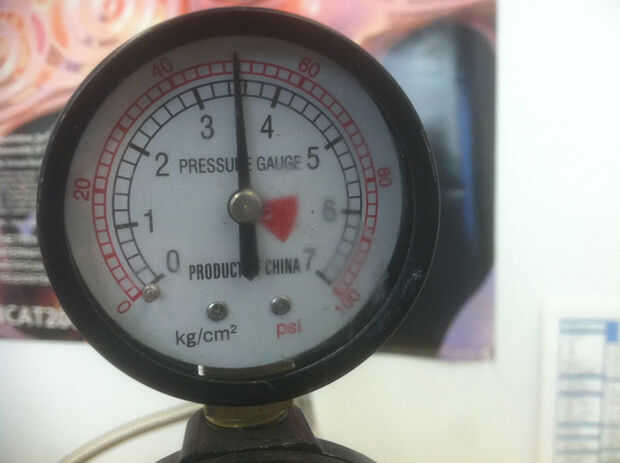
Una vez que la tapa está sellada herméticamente, tome el extremo de la manguera de aire, pelar la cubierta posterior y luego colocar el enchufe, como se muestra en imágenes. Girar sobre la compresor y monitor de presión - compresor alcanzará entre 20-30 PSI antes de que se mueve el medidor del tanque de pintura. Una vez que el tanque de pintura calibre alcanza entre 45-50 PSI, girar el compresor apagado. No se debería escuchar el aire que se escapa y la presión debe permanecer constante.
Dejar el molde en el tanque de la pintura para la duración de su tiempo, que es la primera recomendada del demold tiempo que se puede quitar un molde de un molde.













